{RANDOM_PARAGRAPH=100-400}
пар или кипячение? гнём древесину
Кто сталкивался с гнутьём дуба на шпангоуты? Проблема в следующем – собрал парогенератор, рейка дуб 24х28мм парится 3 часа, при попытке согнуть на болване,- трескается.
Может лучший эффект будет если рейку кипятить? В интернете есть оба варианта, а вот сравнения я не нашёл.
Гну не внутри болвана, а снаружи. Пытался обтягивать стальной лентой, но наверное у неё коэффициент расширения выше, чем у дуба, и при разогреве лента провисает.
Сообщение отредактировал x_zotic: 10 июля 2014 – 16:45
#2 warezbeer
- Из: Сибири уехал
распаривать достаточно 15 минут. Поищи таблицу радиусов гибки. Вроде в 15 проектах есть. Для каждой породы дерева и толщины есть минимальный радиус загиба. Может ты хочешь достичь невозможного. Тогда придётся ламинировать из двух ламелей.
ЗЫ кипячение это не правильно.
#3 greylonly
- Из: Anapa.ru
- Судно: Гипербореец
- Название: Последний из Рода
В Век Эпоксида и НаноТехнологий использовать “Пар, Топор, Зубило и матерное Слово”?






#4 warezbeer
- Из: Сибири уехал
В Век Эпоксида и НаноТехнологий использовать “Пар, Топор, Зубило и матерное Слово”?
И сколько тут на фото толщина ламелей?
ЗЫ у ТС 24 мм. а твои щепки можно и не парить. К чему ты всё это тут нарисовал
#5 x_zotic
- Из: kharkov
- Судно: T2-69
- Название: Fantom
Почему кипячение не приемлемо?
#6 warezbeer
- Из: Сибири уехал
древесина должна быть не больше 20-30 процентов влажности. При распариваниии столько и получается. А при кипячении влажность гораздо выше и рейка просто сильно теряет в прочности и ломается. А при распаривании там размягчается белок,забыл название, погугли, Вот когда этот белок размягчился, то рейка легче гнётся. А когда он остывает и затвердевает, то дерево становится опять жёстким и упругим. Спроси у Яндекса и всё прочитай. Если лень, то моих объяснений хватит.
Сообщение отредактировал warezbeer: 10 июля 2014 – 19:20
#7 Борис Дмитриевич
капитан маломерного дивана
- Из: д.Сергеево
- Судно: швертбот
- Название: S
#8 Aleksk
- Из: Ленинград
- Судно: ⛵
- Название: Неспешный
Можно поиграться с перекисью водорода
#9 miami
Рулевой 1-го класса
- Из: Петрозаводск
- Судно: St.Pierre Dory
Гы! совсем недавно задавался тем-же вопросом
Дуб оказывается самое гнущееся дерево! можно загнуть на радиус=4(или5) толщин! (сосна только на 12-15).
Рецептов и технологий можно найти в Нете, самый крутой с аммиаком.
Самый простой – пропаривание (но не кипячение, задача разогреть без “категорического” изменения влажности), но пар должен быть свободно проходящим, простейший аппарат для пропарки собирается из чайника и сан.тех. трубы.
Время пропарки зависит от толщины детали (опыты мать их) трещать может из-за того что конкретная доска не подходит для гнутья (посмотри форумы мебельщиков).
Дерево сжимается лучше чем растягивается, поэтому при сильном изгибе железная полоса кладется по внешнему радиусу.
Да и из собственного опыта – дуб эпоксидкой клеится, но от эпоксидки его коробит т.е. деталь подогнанная на сухую без зазора, окажется с нехилыми зазорами когда намажешь эпоксидкой (особенно со всякими добавками типа ацетон и т.п.)
ПыСы из такой рейки как у тебя мебельщики кольца диаметром 0.5-0.6 метра делают
Сообщение отредактировал miami: 11 июля 2014 – 04:32
#10 Zaq
- Из: череповец
гнул много и разного.
порода – дуб в основном.
берем строительнывй фен. ставим температуру около 600.
берем емкость для воды и тряпку.
мокрой тряпкой протираем место гиба.
один край детали зажимаем в приспособу (тиски например)
другой держим в руках.
греем место гиба до высыхания воды, одновременно подгибая.
за раз сдвигаемся на 1-3 градуса.
по достижению нужного угла, а еще лучше при “переборе” в 3-5 градусов, закрепляем так, чтобы не разгибалось.
финально смачиваем тряпкой, греем. оставляем часов на несколько.
небольшой погиб, типа 10-15 градусов на рейках до 3х3 выполняется минут за 15.
загнуть можно до отрицательного угла (при сноровке)
при больших сечениях или крутом погибе, место гиба нужно протереть пару раз мокрой тряпкой с вечера. (с интервалом 3-4 часа) не сушить. пусть впитается.
Выпиливание изогнутой деревянной детали
- Деревянную изогнутую деталь можно сделать либо выпиливанием фигуры, либо ее сгибанием. Вырезая деревянную деталь, нет необходимости использовать дополнительные типы обработки, специальных приспособлений и знаний, как в случае со сгибанием.
- К тому же выпиливание изогнутой детали экономит время, выпилить пространственную форму быстрее. Но на этом положительные стороны выпиливания, в сравнении с изгибанием, заканчиваются.
- Если выпиливать изогнутое изделие, то образуется масса безвозвратно потерянного материала, который становится отходом. Кроме того, поперечные срезы обычного обрезного пиломатериала, попадают в зону радиусов вырезаемой детали. Это значительно ухудшает внешний вид и усложняют шлифование и другие доводки дерева.
- Изготовленная деталь может разломиться на скругленных участках волокна, которые идут поперек сечения.
Профиль камеры часто выполнен из дерева или из ПВХ труб. Заготовка должна находиться полностью в камере, чтобы пар мог насыщать всю ее длину. Паровая камера должна быть достаточно герметичной и отверстие для выхода пара располагают таким образом чтобы влажный воздух омывал заготовку со всех сторон.
Размеры отверстия для выхода пара подбирают таким образом, чтобы насыщенный воздух выходил под давлением как на видео выше. Дело в том что при недостаточной концентрации пара заготовка не пропарится, при избыточном давлении возможен даже разрыв паровой камеры или срыв шлангов. Иногда для создания необходимого количества пара на выходное отверстие делают легкую крышечку, которая при повышении давления открывается, при низком давлении прикрывается.
В качестве парового котла в домашних условиях можно использовать обычный чайник или кастрюлю с водой на плите. Для более частого процесса гнутья можно купить специальный генератор.
Процесс гнутья древесины необходимо начинать только после достаточного наличия воды в генераторе, так как прерывания процесса насыщения негативно сказывается на качестве и времени всего технологического процесса гнутья древесины.
Специалисты рекомендуют температуру пропаривания держать выше 100 градусов Цельсия, как только вся заготовка прогреется выше 100 градусов, ее можно гнуть. Для измерения температуры насыщенного пара на выходе из камеры устанавливают градусник.
Шина как действенный способ избежать разрушения древесины при изгибании
Так как основной проблемой является разрыв волокон со стороны наружного радиуса, именно эту поверхность заготовки нужно как-то стабилизировать. Одним из самых распространённых методов является использование накладной шины. Шина представляет собой стальную полосу толщиной от полмиллиметра до двух миллиметров, которая охватывает брус или доску по наружному радиусу и изгибается на шаблоне вместе с древесиной. Упругая полоса поглощает часть энергии при растягивании и одновременно с этим перераспределяет разрушающую нагрузку по длине заготовки. Благодаря такому подходу в купе с увлажнением и нагревом, допустимый радиус изгиба уменьшается в разы.
Параллельно с использованием стальной шины в гибочных приспособлениях и станках добиваются механического уплотнения древесины. Делается это при помощи прессующего ролика, который давит на заготовку по наружному радиусу изгиба. Кроме того, форма-шаблон в таком приспособлении часто наделена 3-миллиметровыми зубьями (с шагом около 0,5 см), ориентированными навстречу ходу заготовки.
Задача зубчатой поверхности шаблона – не дать заготовке проскользнуть, предотвратить взаимный сдвиг волокон в деревянном массиве, а также создать мелкую вдавленную гофру в вогнутом радиусе детали (волокна тут запрессовываются вовнутрь массива, следовательно, решаются проблемы со складками).
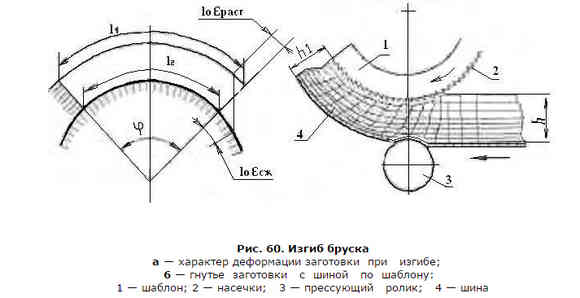
Прессование с шиной позволяет с минимальным процентом брака изгибать бруски и доски из хвойной и мягкой лиственной древесины. Обратите внимание, что детали из относительно твёрдых пород при гнутье с прессованием становятся примерно на десять-двенадцать процентов тоньше, а сосновые и еловые заготовки – на 20-30% тоньше. Но к положительным моментам этого метода нужно отнести значительное увеличение прочностных характеристик готового изделия, а также существенное снижение требований к наличию пороков и дефектов в заготовках из древесины.
Гибка древесины при помощи пара
Или как изогнуть прочный, несгибаемый дуб по нужной вам форме без особых проблем.
Гибкой древесины я занимаюсь вот уже как 13 лет и за это время построил множество пропарочных камер и испытал в действии разные системы генерации пара. То, что вы сейчас читаете, основано на чтении литературы и личном практическом опыте. Даже в основном на опыте. Работал я как правило с дубом и махогани (красным деревом). Немного имел дело с тонким березовым шпоном. Прочие породы не пробовал, поскольку занимаюсь постройкой и ремонтом лодок. Стало быть я не могу автотитетно судить о работе с другими породами типа кедра, сосны, тополя и т.п. А раз я сам этим не занимался, то и судить об этом не могу. Я пишу здесь только о том, что испытал лично, а не просто вычитал в книжке.

После такого вот вступления давайте приступим к делу .
Для начала существует несколько основных правил, которые всегда соблюдаются.
Пропаривая древесину для ее гибки, вы тем самым размягчаете гемицеллюлозу. Целлюлоза же является полимером, который ведет себя подобно смолам – термопластам. (Спасибо Джону МакКензи за два последних предложения).
Для этого вам одновременно необходимы тепло и пар. Я в курсе, что в Азии люди гнут древесину и просто над огнем, но та древесина однозначно довольно влажная – обычно свежесрубленная. Судостроители в древней Скандинавии заготавливали материалы для обшивки своих кораблей и клали их в болото с соленой водой, чтобы те сохраняли свою гибкость до той поры, когда нужно будет пустить их в дело. Нам, однако, не всегда удается достать для этих целей свежезаготовленную древесину и отличных результатов можно добиться и применяя древесину обычной воздушной сушки. Весьма неплохо будет, если за несколько дней до самой операции вы погрузите заготовки в воду, чтобы они набрались влаги – те викинги знали, что делали. Вам нужно тепло и нужна влага.
Главное правило касается времени пропаривания: один час на каждый дюйм толщины древесины.
Как я обнаружил, вместе с вероятностью недопарить заготовку существует и вероятность ее перепарить. Если вы в течение часа парили дюймовую доску и при попытке ее согнуть она треснула – не надо делать вывод, что время было недостаточно. Есть и другие влияющие факторы, объясняющие это, но к ним мы вернемся позднее. Более продолжительное пропаривание такой же заготовки не даст положительного результата. Неплохо в такой ситуации иметь заготовку той же толщины, что и предполагаемой для загиба и которую не жалко. Желательно от одной и той же доски. Пропаривать их надо вместе и спустя предположительно необходимое время достать пробный образец и попытаться изогнуть его по форме. Если он трещит, то дайте основной заготовке попариться еще минут десять. Но никак не больше.
Как правило, лучшим вариантом будет, если вы сможете найти свежесрубленную древесину. Понимаю, что столяры-краснодеравщики при этих словах вздрогнут. Но факт остается фактом – свежая древесина гнется лучше, чем сухая. Я могу взять двухметровую дюймовую доску из белого дуба, зажать один ее конец в верстаке и согнуть по любой необходимой мне кривизне – настолько податлива свежая древесина. Однако, естественно, она не останется в таком состоянии и парить ее все равно придется.
В судостроении основным злом является гниль. Если вас волнует этот вопрос, то примите к сведению, что сам факт пропаривания свежей древесины устраняет ее склонность к гниению. Поэтому можете не беспокоиться – шпангоуты у лодок обычно делаются из свежего гнутого под паром дуба и не загнивают в случае ухода за ней. Также это означает, что таким способом можно изготовить хоть заготовки для Виндзорского кресла. Однако я много работал и с дубом воздушной сушки и результат также был прекрасный.
При отборе древесины для гибки следует избегать одного – косослоя. При попытке изгиба такая заготовка может лопнуть.
Поэтому в отношении влажности древесины правила такие:
• Свежая древесина лучше всего.
• Древесина воздушной сушки – второй неплохой вариант.
• Древесина после сушилки – третий и весьма далекий от первых двух вариант.
Если все что у вас имеется – после сушилки и ничего другого не достать – ну, тогда выбора у вас нет. Я справлялся и с таким. Но все же если удастся достать древесину воздушной сушки, это будет гораздо лучше. Буквально на той неделе я гнул доски из ореха толщиной 20 мм для транца своей яхты.
Заготовки сушились на протяжении нескольких лет и их гибка прошла совершенно гладко.
Пропарочные камеры
Совершенно никчему, и даже вредно для результата гибки стремиться изготовить абсолютно герметичную камеру. Пар должен покидать ее . Если не обеспечить ток пара через камеру, согнуть заготовку не удастся и результат будет таков, как будто вы парили ее всего пять минут. Мне после всех своих опытов это знакомо.
Камеры могут быть самых разных форм и размеров. Она должна быть достаточно большая, чтобы заготовка как бы находилась в подвешенном состоянии и вокруг всех сторон ее обтекал пар. Неплохой результат получится из сосновых досок сечением порядка 50 х 200. Один из способов обеспечить “подвешивание” заготовки состоит в том, чтобы просверлить сквозные отверстия в боковых стенках камеры и вбить туда круглые деревянные стержни из лиственной древесины. С их помощью заготовка не будет касаться дна и площадь закрытой древесины будет минимальна. Однако и не стоит делать камеру такого размера, чтобы количества генерируемого пара было недостаточно для заполнения ее объема. Камера должна быть такой, чтобы внутри было влажно и пар катился волнами. А значит, размеры камеры должны соответствовать возможностям парогенератора (ну или наоборот).
Когда мне нужно было согнуть пятиметровую махоганиевую доску сечением порядка 200 х 20 для новой рубки моей яхты, я изготовил камеру из сосновых досок сечением 50 х 300. В качестве парогенератора выступал 20-литровый металлический бак. Источником энергии являлась пропановая горелка. Вещь совершенно замечательная, поскольку удобна и мобильна. Производительность 45000 BTU (1 BTU
1 кДж). Это алюминиевый баллон на трех лапах и с одной горелкой диаметром 200 мм.
Недавно я обнаружил в каталоге West Marine пропановую горелку производительностью в 160 000 BTU за $50 и приобрел и ее. С ее помощью я могу гнуть шпангоуты хоть для “Constitution”.
Когда я говорю “один час пропарки на дюйм толщины”, то имею в виду один час СЕРЬЕЗНОГО НЕПРЕРЫВНОГО пропаривания. Поэтому котел должен быть таким, чтобы обеспечивать пар на протяжении необходимого времени. Я пользовался для этих целей новой 20-литровой емкостью для горючего. Класть заготовки в камеру можно только тогда, когда установка вышла на полную мощность и камера полностью заполнена паром. Надо абсолютно гарантировать, что вода не кончится преждевременно. Если такое случится и вам придется доливать воду, лучше бросить это дело. Доливание холодной воды затормозит генерацию пара.
Один из способов максимального использования воды состоит в том, чтобы камера стояла под небольшим наклоном и водяной конденсат внутри стекал обратно в котел. Но при этом необходимо, чтобы штуцер, по которому пар поступает внутрь, был ближе к дальней стенке. Другой способ – сделать сифонную систему, обеспечивающую пополнение его уровня по мере выкипания воды.
Вот как выглядит фото такой системы: 
На снимке вы видите деревянную камеру, расположенную слегка под наклоном. Прямо под ней находится котел парогенератора. Они соединены друг с другом посредством шланга от радиатора. Если присмотреться повнимательнее, то можно заметить Г-образную трубу, выходящую у основания котла слева.
На фото это плохо видно, но вертикальная ее часть на самом деле полупрозрачна и таким образом мы будем знать об уровне воды внутри котла. Слева от котла видно белое ведро, в котором находится вода для подпитки. Приглядитесь, и заметите коричневую трубку, соединяющую ведро с вертикатьной частью трубы – уровнемера. Поскольку ведро находится на возвышении, соблюдается сифонный эффект: с падением уровня воды в основном котле вода поступает в него из ведра. Его можно время от времени доливать, но делать это крайне осторожно, чтобы она не устремилась быстро в котел и слишком не охладила бы его.
Чтобы свести к минимуму необходимость долива воды в процессе пропаривания, начинать работу лучше с доверху наполненным ведром. Я сам предпочитаю оставлять в котле небольшой воздушный зазор.
У многих камер на торце имеется дверца, через которую можно при необходимости двигать заготовки и вынимать их при необходимости. К примеру, если вы занялись изготовлением гнутых шпангоутов и вам хотелось бы управиться с этим по возможности за день, вы растапливаете котел и (при выходе на полную мощность) кладете внутрь первую заготовку. Спустя 15 минут кладете вторую. Еще спустя 15 – третью и так далее. Когда пришло время первой, вы ее вынимаете и гнете. Я исхожу из того, что эта процедура займет менее 15 минут. Когда она сидит на месте, вторая уже на подходе. и т.д. Это позволяет выполнить огромную работу и избежать перепаривания.
У дверцы есть и другая важная функция. Она даже не должна быть из твердого материала – на моей маленькой камере для этих целей служит просто висящая тряпка. Я говорю “висящая”, потому что пар должен исходить наружу с торца (раз необходим поток пара). Нельзя допускать того, что в камере создастся избыточное давление, затрудняющее поступление пара внутрь. А кроме того сама по себе картина деревянного ящика, из которого клубами валит пар, выглядит достаточно круто – прохожие просто столбенеют. Второе назначение дверцы – предотвратить попадание в камеру холодного воздуха снизу заготовок.
Пропил, как метод
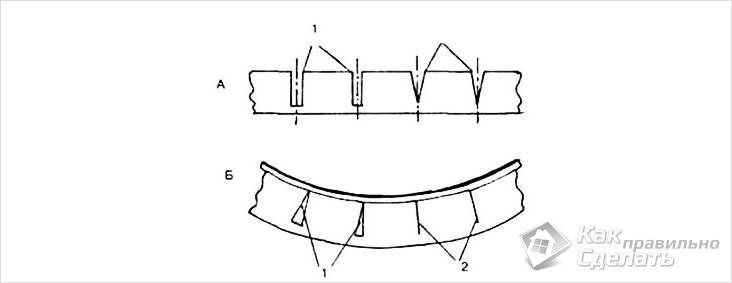
Пропилы
Подготовленный деревянный отрезок нужно пропилить. Пропилы делаются на 2/3 от толщины заготовки. Они должны находиться с внутренней стороны изгиба. Следует быть предельно внимательным, ведь грубые пропилы могут сломать дерево.
Ключ к успеху при резке пропилов заключается в том, чтобы расстояние между надрезами было максимально ровным. В идеале 1,25 см.

Дефекты можно скрыть шпоном
Надрезы делаются поперек узора дерева. Далее следует сжать края заготовки так, чтобы соединить получившиеся зазоры вместе. Такую форму и приобретет изгиб по окончании работы. Затем изгиб исправляют. Чаще всего внешнюю сторону обрабатывают шпоном, в некоторых случаях ламинатом. Это действие позволяет исправить изгиб и скрыть любые допущенные в процессе производства дефекты. Пробелы между согнутым деревом скрываются элементарно – для этого смешивается клей и опилки, а после этой смесью заполняются пробелы.

Надрезы делаются поперек узора дерева
В независимости от метода сгиба, после того как дерево будет вынуто из формы, изгиб слегка расслабится. Ввиду этого его нужно сделать чуть больше, чтобы впоследствии компенсировать этот эффект. Метод пропиливания можно применить при сгибе части коробки или металлического уголка.
Итак, применяя такие простые рекомендации можно без особенных трудозатрат своими руками согнуть дерево.
{RANDOM_PARAGRAPH=401-800}
{RANDOM_SECTION=500-3000}





