Ремонт мотора Вихрь 30
Люди добрые, те кто ещё мучается с вихрями, нужен ваш совет. Вихрь 30, холодный заводится с пол. пинка ( правда верхний целиндр через раз схватывает. ), а вот когда горячий заглушишь, потом никакими судьбами не заводится. Не помогает ни замена свечей, ни продувка ни прокачка ни регулировка карба нихрена.. Мотор после капиталки поэтому пускать на грузила пока жалко. У кого нибудь было подобное?
ddd-ddd
Старожил
Re: Очень нужен совет.
Проверь целостность рамы ( крепление+сердечники) катушек зажигания.А в целом,принцип везде один: Есть искра,значит нет бензина и наоборот))) Удачи!
водянной
Moderator
Re: Очень нужен совет.
pabbllo
Писатель-рыбак
Re: Очень нужен совет.
Зажигание обычное кулачковое. Вчера очередной раз заменил свечи с проводами. Свечи типа специальные лодочные – дешёвые советские. До этого импортные стояли. Вроде заработал. Но тёплый всё равно хреновенько заводится. Горячий нормально. а немного постоит – дёргать приходится раз 15.
В эти выходные всё же думаю уже на речке с ним порезвится.
И ещё вопрос. Может есть советы по модернизации.. допустим какие нибудь катушки импортные поставить.. или карбюратор от чего нибудь получше..
yoric
Бывалый рыбак
Re: Очень нужен совет.
Карбюратор пробовали регулировать (в смысле про проблемы на горячем)? Уровень топлива в поплавковой камере, винтики крутить?
shva1
Новичок
Re: Очень нужен совет.
Люди добрые, те кто ещё мучается с вихрями, нужен ваш совет. Вихрь 30, холодный заводится с пол. пинка ( правда верхний целиндр через раз схватывает. ), а вот когда горячий заглушишь, потом никакими судьбами не заводится. Не помогает ни замена свечей, ни продувка ни прокачка ни регулировка карба нихрена.. Мотор после капиталки поэтому пускать на грузила пока жалко. У кого нибудь было подобное?
Скорее всего проблема минимум , но чтобы ты до неё добрался сезона Три помучаешься а потом поймёшь что надо купить любую иномарку в х/c cостоянии и она обойдётся горазда дешевле чем Вихрь .
ddd-ddd
Старожил
Re: Очень нужен совет.
Пабло, в твоём описании проблемы слишком много неясного. Свечи (после попыток завести на горячую) мокрые? Есть искра и какая?Если сухо и искра есть,то где бензин ( попл. камера, б/насос,клапан на шланге,если таковой есть. )Одним словом,если с техникой на вы,ищи мастера. Ну или книжку в руки и вперёд. Или смотри пост выше,про иномарку)))Удачи!
Миксер
Старожил
Re: Очень нужен совет.
Такая же фигня была у меня на нептуне-23.Как потом выяснилось,смесь была переобогащённой.
водянной
Moderator
Re: Очень нужен совет.
Зажигание обычное кулачковое. Вчера очередной раз заменил свечи с проводами. Свечи типа специальные лодочные – дешёвые советские. До этого импортные стояли. Вроде заработал. Но тёплый всё равно хреновенько заводится. Горячий нормально. а немного постоит – дёргать приходится раз 15.
У меня бывало такое, даже бывал отказ одного цилиндра на горячую, т.е. пока холодный – все хорошо, нагрелся – отказал. Всегда проблема была в зажигании, точнее в зазоре между кулачками, изоляции провода и прочее. Имхо, лучше заменить на новое.
Есть такая доработка-модернизация: берешь провода от катушек для освещения и параллелишь их через тумблер дополнительно к катушкам, все это делается исключительно для запуска, после пуска тумблер переключается и все работает в штатном порядке. Для чего это делается, думаю, понятно. Знаю довольно много моментов, могу рассказать, но чуть позже – сегодня уже поздно.
yurik_l
Новичок
Re: Очень нужен совет.
баллон быстрого старта помогал чтоб не заморачиваться
Витек.Ру
Писатель-рыбак
Re: Очень нужен совет.
Сдается мне, в данном случае обычный термоудар. После остановки двс в горячем карбе испаряется топливо, и из поплавковой камеры при закрытом дросселе наполняет впускной тракт и цилиндры вызывая переобогащение смеси. Вы не поверите оказывается бензин не горит! Горят только пары бензина и то в определенной концентрации называемой стехиометрической (правильной упрощ.) примерно 1 к 15ти бензвоздух
http://avto-nk.ru/main/98-kak-obrazuets . a-dvs.html
богатая смесь (впрочем как и чрезвычайно обедненная) не может воспламениться от искры. Обычный метод борьбы с этим недугом – продувка, открываем полностью дроссельную заслонку и крутим стартером, примерно после 10ти15ти тактов начинаются вспышки и мотор заводится. Судя по вашим постам стартера у вас нет, а врукопашную изобразить нормальную продувку маловероятно. Кстати этот момент поведения характерен для всех карбюраторных двигателей и автомобильных тоже (исключая япошки, там есть система борющаяся с этим эффектом)
Витек.Ру
Писатель-рыбак
Re: Очень нужен совет.
Кстате про импорт..
Если в голове опилки импортный мотор не спасает, весенний случай из жизни: первый выезд на реку, мы со товарищи отправляемся на моторах. У нас казанка под 25тым обслуженным вихрем, у товарисча новый ниссамаран с прошлогодней ямахой. После выхода на глисс его ямаха постоянно глохла, после пятого конфуза его баркас был взят на буксир и с позором утащен на вихре на рыбалку, после долгих копаний и разбирательств было выяснено, что матерый рыбак грубо нарушил инстр.по эксплуатации, залил бензин разведенный с маслом в прошлом году, пожалел добро видимо. И хоть тот и хранился в герметичной таре а свойства свои потерял. Вывод отселева один – купил импорт слухайся инструкции, а у нашего народа пофигизм в крови, инстракшн открывается только тогда, когда на обум лазаря результат не выходит, да и то лиш тогда когда по большой нужде приспичило..
evg_e1
Бывалый рыбак
Re: Очень нужен совет.
Вихри вообще своеобразные моторы. Можно попробывать слегка уменьшить уровень топлива в поплавковой камере карбюратора, тогда при “закипании” топлива в момент останова горячего движка меньшее колличество бензина выплеснеся в впускной коллектор. В принципе, что б “закипание” не происходило, производители большинства двухтактных моторов, рекомендуют перед остановом, дать поработать двигателю на холстых оборотах ок. одной минуты – это плавно понизит его температуру и уменьшит вероятность вышеописанного [Витек.Ру] “термоудара”. Но знающие люди могут сказать: “И где это вы у “Вихря” холостой ход видели?” Но это уже другая проблема. И кроется она не только, а вернее сказать не столько в карбюраторе, а в нестабильной работе системы зажигания. У Нептунов начиная с модели “М” тоже был такой косяк, но году эдак в 1980-м, ежели не ошибаюсь, завод изготовитель её решил. Проблема заключается в том, что масла не проводят электричество.
Если открыть, к примеру, практически любой трамблёр контактного зажигания у автомобиля, то можно заметить, что поворотная часть пластины, на которой установленны контакты прерывателя, стоит на подшипнике, который смазан консистентной смазкой типа “Литол” или “ЦИАТИМ”. Масло, как мы знаем, ток не проводит. Что бы обеспечить нормальный контакт с “массой” от пластины к корпусу распредилителя обязательно идёт провод, в виде так называемой “S”-образной петли. У мотров “Вихрь”, если вовремя не смазывать трущиеся поверхности, пластина не только сама разбивается, но и разбивает “горло” верхней части мотра, на котором она поворачивается, а это, в свою очередь, приводит к невозможности нормально отрегулировать зазор на контактах прерывателя. Тогда прийдётся заменять не только пластину, но и картер двигателя. Смазка же, как мы знаем, ток не проводит, следовательно у пластины ни когда не будет нормального кнтакта с корпусом, а контакты вовремя работы, должны замыкаться именно на него. К стати, продаваемые в магазинах новые безконтактные, электронные системы зажигания, при всей их неприхотливости к регулировкам, и надёжности в эксплуатации, так же успешно выходят из строя по той же банальной причине неустойчивого контакта с “массой”. Так что установка “S”-образной петли от пластины к корпусу мотора, выполненая из куска гибкого провода, решит сразу массу проблем с вашим ПЛМ.
И будет вам счастье
kea-1972
Старожил
Re: Очень нужен совет.
Evg_ e1 Значит пластина,на которой смонтировано зажигание должна надёжна соединена с массой мотора? У меня Нептун-23 96г.в.,проблем вроде нет,но инфа заинтересовала. Нужно ли мне ставить перемычку?Есть ещё вопрос,может из области фантастики,но в электрике я не особо силён Никто не пробовал ставить на совдеповские моторы катушки от импортных бензопил?
kea-1972
Старожил
Re: Очень нужен совет.
Кстате про импорт..
Если в голове опилки импортный мотор не спасает, весенний случай из жизни: первый выезд на реку, мы со товарищи отправляемся на моторах. У нас казанка под 25тым обслуженным вихрем, у товарисча новый ниссамаран с прошлогодней ямахой. После выхода на глисс его ямаха постоянно глохла, после пятого конфуза его баркас был взят на буксир и с позором утащен на вихре на рыбалку, после долгих копаний и разбирательств было выяснено, что матерый рыбак грубо нарушил инстр.по эксплуатации, залил бензин разведенный с маслом в прошлом году, пожалел добро видимо. И хоть тот и хранился в герметичной таре а свойства свои потерял. Вывод отселева один – купил импорт слухайся инструкции, а у нашего народа пофигизм в крови, инстракшн открывается только тогда, когда на обум лазаря результат не выходит, да и то лиш тогда когда по большой нужде приспичило..
 Всегда так делаю,проблем с прошлогодним бензом никогда не испытывал,сейчас стоит почти полный бачок.Думаю,что за полгода ничего с бензином не случится,иначе в нашей стране делают уж совсем плохой бензин.
Всегда так делаю,проблем с прошлогодним бензом никогда не испытывал,сейчас стоит почти полный бачок.Думаю,что за полгода ничего с бензином не случится,иначе в нашей стране делают уж совсем плохой бензин.
Улучшение гидродинамики мотора “Вихрь”
Чтобы повысить эксплуатационные качества “Вихря”, я доработал редуктор и гребной винт. Прежде всего обработал снаружи корпус редуктора. В результате этого уменьшилось гидродинамическое сопротивление погруженной части мотора и увеличился зазор между кромкой лопасти винта и корпусом редуктора. Затем проверил геометрию лопастей и их профилировку и отполировал поверхности. Работы по механической части позволили снизить потери в передаче и повысить надежность уплотнении.
Чтобы увеличилось расстояние кромок лопастей от стойки редуктора, а также удлинение обтекателя (отношение его длины вместе со ступицей к диаметру стало 0,34 вместо 0,32), между торцом обтекателя и ступицей винта я установил два полукольца. Для их изготовления выточил из легкого сплава кольцо толщиной 12 мм с внутренним диаметром 42 мм и наружным 65 мм, которое разрезал по диаметру. Каждую половину кольца прикрепил к торцу обтекателя редуктора четырьмя винтами М.4 с потайной головкой. Винты и полукольца установил с эпоксидной подмазкой, головки винтов раскернил. Внутренние поверхности полуколец довел опиливанием и шабровкой по диаметру втулки 2.212-001. Затем на торцах полуколец прочертил окружность диаметром 59 мм, до контура которой плавно опилил припуски, оставшиеся на наружных поверхностях полуколец и обтекателя, до получения плавных обводов.
Гребной вал 2.202-007 доработал, как показано на чертеже, а в ступицу винта поставил металлическую прокладку, обеспечивающую передачу упора винта в торец гребного вала.
Для увеличения зазора между лопастью винта и антикавитационной плитой ее нижнюю поверхность рекомендую отфрезеровать или опилить на глубину 4-5 мм (размер указан посередине плиты).
При доработке размеры газовыхлопного патрубка, по сравнению с заводскими, уменьшаются. Канал водозаборника охлаждающей воды в патрубке необходимо распилить почти до газовыхлопной полости, а взамен срезанной лобовой части установить заделку с новыми отверстиями. На кормовую часть дейдвуда выше антикавитационной плиты следует поставить обтекатель, а выхлопной патрубок под ним распилить в сторону кормы, как показано на чертеже. Внутренние поверхности выхлопной полости надо тщательно отшлифовать, углы на поворотах опилить.
Далее всю поверхность редуктора до фланца крепления к дейдвуду следует опилить, тщательно отшлифовать и отполировать. Необходимо учитывать, что у моторов толщина стенок корпуса редуктора неодинаковая, она колеблется в широких пределах. Поэтому редуктор лучше разобрать и толщину контролировать при опиловке кронциркулем с симметричным обратным концом. Как правило, много металла можно удалить (без ущерба прочности) в приливе под нижний подшипник вала-шестерни, стенках редуктора выше антикавитационной плиты и на шпоре перед винтом. Если поверхность опилить, то площадь поперечного сечения погруженной части мотора ощутимо уменьшится.
Чтобы получить абсолютную плотность водяного канала и гладкую наружную поверхность, планку, закрывающую полость охлаждающей воды у “Вихря-М”, желательно заделать эпоксидной шпаклевкой. Входящие и выходящие кромки стоек и шпоры следует заострить; переходы на приливе подшипника вала-шестерни должны быть плавными. Для того чтобы сохранить ширину привалочных плоскостей в месте сочленения корпуса редуктора, следует ограничиться шлифовкой (опиливание делать не нужно).
Осмотр бывших в эксплуатации полированных винтов показал, что у лопастей одного винта пятна кавитационной эрозии на засасывающей поверхности лопастей неодинаковы; это косвенно указывает на неоднородность их работы. Контрольные обмеры нескольких штатных винтов подтвердили значительные отклонения в шаге и толщине сечений лопастей на одном радиусе. Удалось обнаружить также перекос диска винта относительно оси гребного вала, обусловленный, вероятно, неточной посадкой винта на резиновый амортизатор. Разумеется, чтобы получить максимально возможный КПД винта, необходимо тщательно довести его геометрические размеры.
Чтобы появилась возможность выполнить контрольные замеры гребного винта, необходимо проточить торцы и края ступицы на токарном станке, надев винт на оправку. При этом необходимо подпереть слегка отторцованный конический конец ступицы центром.
Далее на куске жесткой прямой фанеры следует вычертить проверочный плаз – концентрические окружности из одного центра диаметрами 59 мм, 0,4.0, 0,6Д, 0,80 и 0,90 (О-диаметр винта). Для проверки необходимы транспортир, циркуль, вертикальный угольник и чертежный измеритель с винтовой фиксацией растворения ножек. В измерителе иголки следует заменить проволочными крючками, концы которых при малом растворении ножек сходятся вместе. У гребного винта необходимо проскоблить и тщательно (без завала у кромок) прошлифовать нагнетающие поверхности лопастей.
Ступицу винта (диаметр торца 58 мм) надо установить на проверочный плаз в круг диаметром 59 мм точно по центру и на каждой проверочной окружности (0,4; 0,6; 0,8 и 0,9 D) для всех лопастей снять разность высот выходящей и входящей кромок hi, мм) и угол (Ai, °) между радиусами, проведенными на проекции кромок. Для сечений лопастей кромочный шаг можно определить по формуле Нi = hi/Ai 360°.
Чтобы узнать разность высот, надо на вертикальном угольнике отметить карандашом высоты кромок лопастей. Угольник следует ставить прямым углом на проверочную окружность, а в точке касания его носка и окружности сделать засечку для замера угла Ai.
Результаты замеров и расчета шагов нужно занести в таблицу. Для определения ширины лопастей в нее необходимо записать длины хорд между проекциями кромок лопастей на плазе, а для сопоставления углов разворота лопастей в плане-длины хорд между проекциями кромок соседних лопастей.
Анализ данных таблицы позволяет определить отклонения в форме и шаге лопастей в каждом сечении и доработать винт. Естественно, ширину лопастей следует подгонять к минимальной. При этом необходимо помнить, что иногда исправленный угол разворота лопасти может еще больше уменьшиться. В этих операциях допуск на расхождение размеров может составлять 1 мм. Нередко требуется выравнивать и длину лопастей; при этом диаметр винта уменьшается на 3-5 мм.
Чтобы привести лопасти к одинаковому шагу, приходится либо опиливать нагнетающие поверхности лопастей, либо очень осторожно их подгибать. Сечения лопастей от ступицы до диаметра 0,6 D следует опиливать от середины до выходящей кромки. Если высоту кромки при ступице уменьшить на 8-9 мм, ширина лопасти станет меньше примерно на 10 мм. Чтобы компенсировать вредное воздействие антикавитационной плиты, необходимо уменьшить шаг сечений лопасти, немного отогнув у концов лопастей выходящие кромки. В итоге шаг сечений лопасти на диаметрах 0,6-0,8 D будет постоянным, к концевой кромке уменьшится всего на 5–6%, а на ступице-на 16-18%.
Выравнивание толщин лопастей – это последняя операция, требующая замеров и опиливания. Прежде всего на нагнетающих поверхностях лопастей необходимо вычертить при помощи циркуля эквидистантные кривые. При этом ножка циркуля с иголкой должна устанавливаться в лунку на торце ступицы, оставшуюся от центра токарного станка. Затем на равных расстояниях от кромок лопастей на кривых надо сделать засечки, отстоящие друг от друга на 15-17 мм. Используя измеритель с загнутыми иголками, нужно измерить толщину лопастей в одинаковых засечках на каждой лопасти. Раствор ножек измерителя следует настроить по наименьшей толщине из всех замеров, а иголки надвигать на лопасть. Около засечек в утолщенных местах необходимо фиксировать расстояние, на которое иголки измерителя не дошли до засечки. Таким образом можно обнаружить утолщенные места лопастей, которые необходимо опилить и отшлифовать с засасывающей стороны лопасти.
Далее ступице винта опиливанием между выполненными ранее проточками на торце следует придать форму плавного тела вращения. Галтели в местах примыкания лопастей надо выполнять с переменными радиусами, уменьшающимися к кромкам лопастей. На ступице необходимо с одной стороны отверстия выдолбить под шплинт канавку глубиной 2,5 мм для укладки отогнутых концов шплинта, а с другой – зенковать отверстие сверлом диаметром 7- 7,5 мм на глубину примерно 3 мм для утапливания головки шплинта. Кстати, шплинт следует изготовить из 5-миллиметрового гвоздя, распилив его вдоль в месте отгибки концов.
На валах и тяге реверса я установил двойной комплект уплотнений. Втулку тяги реверса 2.205-002 выпрессовал, дно ее гнезда полого раззенковал на 2 мм, под старую втулку установил вместо одного два уплотнительных резиновых кольца 2.205-003, разделенных тонкой латунной шайбой. Уплотнение вала-шестерни усилил дополнительным сальником, установленным в металлическое кольцо, которое запрессовано на эпоксидной шпаклевке в лунку выше штатного сальника под помпой. Если кольцо держится плохо, на нем следует сделать две проушины, через которые винтами М4 с потайной головкой можно укрепить его посадку в гнезде. Размеры кольца уточняются по месту.
Подшипник скольжения 2.212-002 гребного вала я заменил шарикоподшипником № 203. Втулку 2.212-001 заменил новой, выточенной из стали, так как толщина ее стенки в районе подшипника составляет 1 мм; предусмотрел расточку для двух сальников (благо после удлинения обтекателя редуктора места для этого достаточно).
Перед установкой мотора на лодку гнезда под винты сочленения корпуса редуктора и углубления шплинта на винте полезно замазать пластилином до получения гладкой поверхности.
Мотор с модернизированным редуктором эксплуатирую уже четыре сезона, прошел на нем 12 тыс. км, при этом никаких отказов в работе не было. На большинстве винтов следы кавитационной эрозии исчезли, на остальных – значительно сократились. Винты как бы полегчали, теперь при том же водоизмещении приходится ставить винт с шагом на 5% большим, чем это требовалось до доводки редуктора.
Замеры скорости, выполненные по километровым столбам на. Новоладожском канале, показали, что при частоте вращения двигателя 5000 об/мин скорость “Казанки” увеличивается на 3 км/ч по сравнению с лодкой, оборудованной мотором, на котором подводная часть и гребной винт были отшлифованы и отполированы без изменения их заводских размеров.
На скоростях движения около 40 км/ч увеличение скорости на 3 км/ч эквивалентно приросту эффективной тяги на 14-15%. Влияние полировки редуктора и винта может быть оценено еще 8% прироста тяги.
Улучшение гидродинамики мотора “Вихрь”

Гребной вал 2.202-007 доработал, как показано на чертеже, а в ступицу винта поставил металлическую прокладку, обеспечивающую передачу упора винта в торец гребного вала.
Для увеличения зазора между лопастью винта и антикавитационной плитой ее нижнюю поверхность рекомендую отфрезеровать или опилить на глубину 4-5 мм (размер указан посередине плиты).
При доработке размеры газовыхлопного патрубка, по сравнению с заводскими, уменьшаются. Канал водозаборника охлаждающей воды в патрубке необходимо распилить почти до газовыхлопной полости, а взамен срезанной лобовой части установить заделку с новыми отверстиями. На кормовую часть дейдвуда выше антикавитационной плиты следует поставить обтекатель, а выхлопной патрубок под ним распилить в сторону кормы, как показано на чертеже. Внутренние поверхности выхлопной полости надо тщательно отшлифовать, углы на поворотах опилить.
Далее всю поверхность редуктора до фланца крепления к дейдвуду следует опилить, тщательно отшлифовать и отполировать. Необходимо учитывать, что у моторов толщина стенок корпуса редуктора неодинаковая, она колеблется в широких пределах. Поэтому редуктор лучше разобрать и толщину контролировать при опиловке кронциркулем с симметричным обратным концом. Как правило, много металла можно удалить (без ущерба прочности) в приливе под нижний подшипник вала-шестерни, стенках редуктора выше антикавитационной плиты и на шпоре перед винтом. Если поверхность опилить, то площадь поперечного сечения погруженной части мотора ощутимо уменьшится.
Чтобы получить абсолютную плотность водяного канала и гладкую наружную поверхность, планку, закрывающую полость охлаждающей воды у “Вихря-М”, желательно заделать эпоксидной шпаклевкой. Входящие и выходящие кромки стоек и шпоры следует заострить; переходы на приливе подшипника вала-шестерни должны быть плавными. Для того чтобы сохранить ширину привалочных плоскостей в месте сочленения корпуса редуктора, следует ограничиться шлифовкой (опиливание делать не нужно).
Осмотр бывших в эксплуатации полированных винтов показал, что у лопастей одного винта пятна кавитационной эрозии на засасывающей поверхности лопастей неодинаковы; это косвенно указывает на неоднородность их работы. Контрольные обмеры нескольких штатных винтов подтвердили значительные отклонения в шаге и толщине сечений лопастей на одном радиусе. Удалось обнаружить также перекос диска винта относительно оси гребного вала, обусловленный, вероятно, неточной посадкой винта на резиновый амортизатор. Разумеется, чтобы получить максимально возможный КПД винта, необходимо тщательно довести его геометрические размеры.
Чтобы появилась возможность выполнить контрольные замеры гребного винта, необходимо проточить торцы и края ступицы на токарном станке, надев винт на оправку. При этом необходимо подпереть слегка отторцованный конический конец ступицы центром.
Далее на куске жесткой прямой фанеры следует вычертить проверочный плаз – концентрические окружности из одного центра диаметрами 59 мм, 0,4.0, 0,6Д, 0,80 и 0,90 (О-диаметр винта). Для проверки необходимы транспортир, циркуль, вертикальный угольник и чертежный измеритель с винтовой фиксацией растворения ножек. В измерителе иголки следует заменить проволочными крючками, концы которых при малом растворении ножек сходятся вместе. У гребного винта необходимо проскоблить и тщательно (без завала у кромок) прошлифовать нагнетающие поверхности лопастей.
Ступицу винта (диаметр торца 58 мм) надо установить на проверочный плаз в круг диаметром 59 мм точно по центру и на каждой проверочной окружности (0,4; 0,6; 0,8 и 0,9 D) для всех лопастей снять разность высот выходящей и входящей кромок hi, мм) и угол (Ai, °) между радиусами, проведенными на проекции кромок. Для сечений лопастей кромочный шаг можно определить по формуле Нi = hi/Ai 360°.
Чтобы узнать разность высот, надо на вертикальном угольнике отметить карандашом высоты кромок лопастей. Угольник следует ставить прямым углом на проверочную окружность, а в точке касания его носка и окружности сделать засечку для замера угла Ai.
Результаты замеров и расчета шагов нужно занести в таблицу. Для определения ширины лопастей в нее необходимо записать длины хорд между проекциями кромок лопастей на плазе, а для сопоставления углов разворота лопастей в плане-длины хорд между проекциями кромок соседних лопастей.
Анализ данных таблицы позволяет определить отклонения в форме и шаге лопастей в каждом сечении и доработать винт. Естественно, ширину лопастей следует подгонять к минимальной. При этом необходимо помнить, что иногда исправленный угол разворота лопасти может еще больше уменьшиться. В этих операциях допуск на расхождение размеров может составлять 1 мм. Нередко требуется выравнивать и длину лопастей; при этом диаметр винта уменьшается на 3-5 мм.
Чтобы привести лопасти к одинаковому шагу, приходится либо опиливать нагнетающие поверхности лопастей, либо очень осторожно их подгибать. Сечения лопастей от ступицы до диаметра 0,6 D следует опиливать от середины до выходящей кромки. Если высоту кромки при ступице уменьшить на 8-9 мм, ширина лопасти станет меньше примерно на 10 мм. Чтобы компенсировать вредное воздействие антикавитационной плиты, необходимо уменьшить шаг сечений лопасти, немного отогнув у концов лопастей выходящие кромки. В итоге шаг сечений лопасти на диаметрах 0,6-0,8 D будет постоянным, к концевой кромке уменьшится всего на 5–6%, а на ступице-на 16-18%.
Выравнивание толщин лопастей – это последняя операция, требующая замеров и опиливания. Прежде всего на нагнетающих поверхностях лопастей необходимо вычертить при помощи циркуля эквидистантные кривые. При этом ножка циркуля с иголкой должна устанавливаться в лунку на торце ступицы, оставшуюся от центра токарного станка. Затем на равных расстояниях от кромок лопастей на кривых надо сделать засечки, отстоящие друг от друга на 15-17 мм. Используя измеритель с загнутыми иголками, нужно измерить толщину лопастей в одинаковых засечках на каждой лопасти. Раствор ножек измерителя следует настроить по наименьшей толщине из всех замеров, а иголки надвигать на лопасть. Около засечек в утолщенных местах необходимо фиксировать расстояние, на которое иголки измерителя не дошли до засечки. Таким образом можно обнаружить утолщенные места лопастей, которые необходимо опилить и отшлифовать с засасывающей стороны лопасти.
Далее ступице винта опиливанием между выполненными ранее проточками на торце следует придать форму плавного тела вращения. Галтели в местах примыкания лопастей надо выполнять с переменными радиусами, уменьшающимися к кромкам лопастей. На ступице необходимо с одной стороны отверстия выдолбить под шплинт канавку глубиной 2,5 мм для укладки отогнутых концов шплинта, а с другой – зенковать отверстие сверлом диаметром 7- 7,5 мм на глубину примерно 3 мм для утапливания головки шплинта. Кстати, шплинт следует изготовить из 5-миллиметрового гвоздя, распилив его вдоль в месте отгибки концов.
На валах и тяге реверса я установил двойной комплект уплотнений. Втулку тяги реверса 2.205-002 выпрессовал, дно ее гнезда полого раззенковал на 2 мм, под старую втулку установил вместо одного два уплотнительных резиновых кольца 2.205-003, разделенных тонкой латунной шайбой. Уплотнение вала-шестерни усилил дополнительным сальником, установленным в металлическое кольцо, которое запрессовано на эпоксидной шпаклевке в лунку выше штатного сальника под помпой. Если кольцо держится плохо, на нем следует сделать две проушины, через которые винтами М4 с потайной головкой можно укрепить его посадку в гнезде. Размеры кольца уточняются по месту.
Подшипник скольжения 2.212-002 гребного вала я заменил шарикоподшипником № 203. Втулку 2.212-001 заменил новой, выточенной из стали, так как толщина ее стенки в районе подшипника составляет 1 мм; предусмотрел расточку для двух сальников (благо после удлинения обтекателя редуктора места для этого достаточно) .
Перед установкой мотора на лодку гнезда под винты сочленения корпуса редуктора и углубления шплинта на винте полезно замазать пластилином до получения гладкой поверхности.
Мотор с модернизированным редуктором эксплуатирую уже четыре сезона, прошел на нем 12 тыс. км, при этом никаких отказов в работе не было. На большинстве винтов следы кавитационной эрозии исчезли, на остальных – значительно сократились. Винты как бы полегчали, теперь при том же водоизмещении приходится ставить винт с шагом на 5% большим, чем это требовалось до доводки редуктора.
Замеры скорости, выполненные по километровым столбам на. Новоладожском канале, показали, что при частоте вращения двигателя 5000 об/мин скорость “Казанки” увеличивается на 3 км/ч по сравнению с лодкой, оборудованной мотором, на котором подводная часть и гребной винт были отшлифованы и отполированы без изменения их заводских размеров.
На скоростях движения около 40 км/ч увеличение скорости на 3 км/ч эквивалентно приросту эффективной тяги на 14-15%. Влияние полировки редуктора и винта может быть оценено еще 8% прироста тяги.
Ваши предложения и замечания ждем по адресу
e-mail:webmaster@fishing.kiev.ua
Улучшения гидродинамики мотора Вихрь
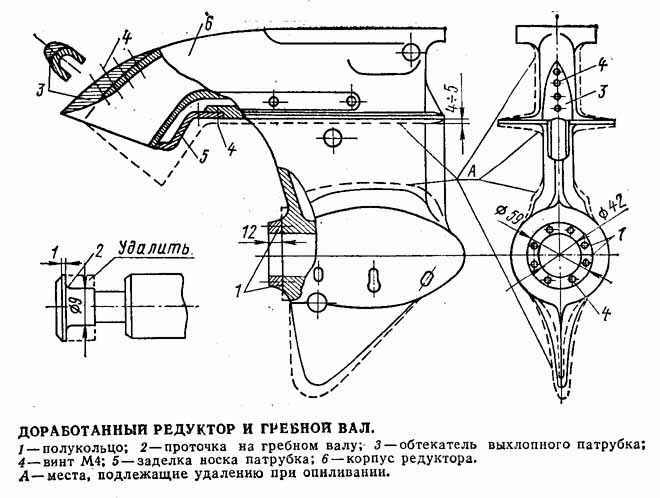
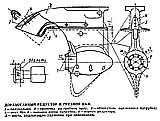
Чтобы повысить эксплуатационные качества «Вихря», я доработал редуктор и гребной винт. Прежде всего обработал снаружи корпус редуктора. В результате этого уменьшилось гидродинамическое сопротивление погруженной части мотора и увеличился зазор между кромкой лопасти винта и корпусом редуктора. Затем проверил геометрию лопастей и их профилировку и отполировал поверхности. Работы по механической части позволили снизить потери в передаче и повысить надежность уплотнении. Гребной вал 2.202-007 доработал, как показано на чертеже, а в ступицу винта поставил металлическую прокладку, обеспечивающую передачу упора винта в торец гребного вала.
- полукольцо
- проточка на гребном валу
- обтекатель выхлопного патрубка
- винт
- заделка носка патрубка
- корпус редутора
Чтобы увеличилось расстояние кромок лопастей от стойки редуктора, а также удлинение обтекателя (отношение его длины вместе со ступицей к диаметру стало 0,34 вместо 0,32), между торцом обтекателя и ступицей винта я установил два полукольца. Для их изготовления выточил из легкого сплава кольцо толщиной 12 мм с внутренним диаметром 42 мм и наружным 65 мм, которое разрезал по диаметру. Каждую половину кольца прикрепил к торцу обтекателя редуктора четырьмя винтами М.4 с потайной головкой. Винты и полукольца установил с эпоксидной подмазкой, головки винтов раскернил. Внутренние поверхности полуколец довел опиливанием и шабровкой по диаметру втулки 2.212-001. Затем на торцах полуколец прочертил окружность диаметром 59 мм, до контура которой плавно опилил припуски, оставшиеся на наружных поверхностях полуколец и обтекателя, до получения плавных обводов.

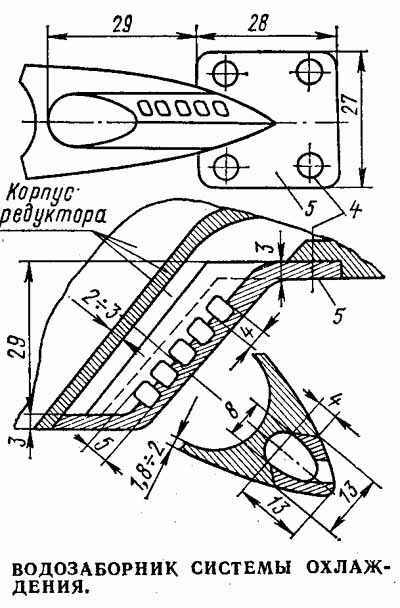
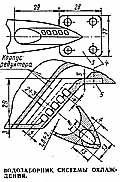
Рис. 2. Водозоборник системы охлаждения мотора Вихрь.
Для увеличения зазора между лопастью винта и антикавитационной плитой ее нижнюю поверхность рекомендую отфрезеровать или опилить на глубину 4-5 мм (размер указан посередине плиты).
При доработке размеры газовыхлопного патрубка, по сравнению с заводскими, уменьшаются. Канал водозаборника охлаждающей воды в патрубке необходимо распилить почти до газовыхлопной полости, а взамен срезанной лобовой части установить заделку с новыми отверстиями. На кормовую часть дейдвуда выше антикавитационной плиты следует поставить обтекатель, а выхлопной патрубок под ним распилить в сторону кормы, как показано на чертеже. Внутренние поверхности выхлопной полости надо тщательно отшлифовать, углы на поворотах опилить.
Далее всю поверхность редуктора до фланца крепления к дейдвуду следует опилить, тщательно отшлифовать и отполировать. Необходимо учитывать, что у моторов толщина стенок корпуса редуктора неодинаковая, она колеблется в широких пределах. Поэтому редуктор лучше разобрать и толщину контролировать при опиловке кронциркулем с симметричным обратным концом. Как правило, много металла можно удалить (без ущерба прочности) в приливе под нижний подшипник вала-шестерни, стенках редуктора выше антикавитационной плиты и на шпоре перед винтом. Если поверхность опилить, то площадь поперечного сечения погруженной части мотора ощутимо уменьшится.
Чтобы получить абсолютную плотность водяного канала и гладкую наружную поверхность, планку, закрывающую полость охлаждающей воды у «Вихря-М», желательно заделать эпоксидной шпаклевкой. Входящие и выходящие кромки стоек и шпоры следует заострить; переходы на приливе подшипника вала-шестерни должны быть плавными. Для того чтобы сохранить ширину привалочных плоскостей в месте сочленения корпуса редуктора, следует ограничиться шлифовкой (опиливание делать не нужно).
Осмотр бывших в эксплуатации полированных винтов показал, что у лопастей одного винта пятна кавитационной эрозии на засасывающей поверхности лопастей неодинаковы; это косвенно указывает на неоднородность их работы. Контрольные обмеры нескольких штатных винтов подтвердили значительные отклонения в шаге и толщине сечений лопастей на одном радиусе. Удалось обнаружить также перекос диска винта относительно оси гребного вала, обусловленный, вероятно, неточной посадкой винта на резиновый амортизатор. Разумеется, чтобы получить максимально возможный КПД винта, необходимо тщательно довести его геометрические размеры.

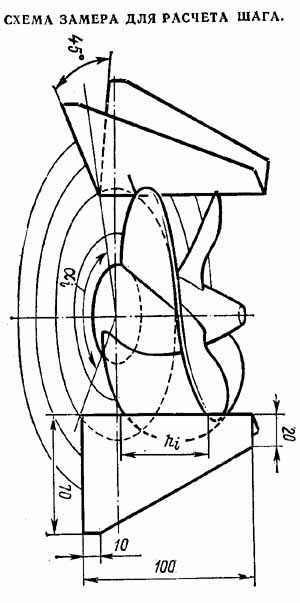
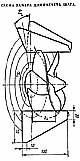
Рис. 4 Схема замера для расчета шага
Чтобы появилась возможность выполнить контрольные замеры гребного винта, необходимо проточить торцы и края ступицы на токарном станке, надев винт на оправку. При этом необходимо подпереть слегка отторцованный конический конец ступицы центром.
Далее на куске жесткой прямой фанеры следует вычертить проверочный плаз — концентрические окружности из одного центра диаметрами 59 мм, 0,4.0, 0,6Д, 0,80 и 0,90 (О-диаметр винта). Для проверки необходимы транспортир, циркуль, вертикальный угольник и чертежный измеритель с винтовой фиксацией растворения ножек. В измерителе иголки следует заменить проволочными крючками, концы которых при малом растворении ножек сходятся вместе. У гребного винта необходимо проскоблить и тщательно (без завала у кромок) прошлифовать нагнетающие поверхности лопастей.
Ступицу винта (диаметр торца 58 мм) надо установить на проверочный плаз в круг диаметром 59 мм точно по центру и на каждой проверочной окружности (0,4; 0,6; 0,8 и 0,9 D) для всех лопастей снять разность высот выходящей и входящей кромок hi, мм) и угол (Ai, °) между радиусами, проведенными на проекции кромок. Для сечений лопастей кромочный шаг можно определить по формуле Нi = hi/Ai 360°.
Чтобы узнать разность высот, надо на вертикальном угольнике отметить карандашом высоты кромок лопастей. Угольник следует ставить прямым углом на проверочную окружность, а в точке касания его носка и окружности сделать засечку для замера угла Ai.
Результаты замеров и расчета шагов нужно занести в таблицу. Для определения ширины лопастей в нее необходимо записать длины хорд между проекциями кромок лопастей на плазе, а для сопоставления углов разворота лопастей в плане-длины хорд между проекциями кромок соседних лопастей.
Анализ данных таблицы позволяет определить отклонения в форме и шаге лопастей в каждом сечении и доработать винт. Естественно, ширину лопастей следует подгонять к минимальной. При этом необходимо помнить, что иногда исправленный угол разворота лопасти может еще больше уменьшиться. В этих операциях допуск на расхождение размеров может составлять 1 мм. Нередко требуется выравнивать и длину лопастей; при этом диаметр винта уменьшается на 3-5 мм.
Чтобы привести лопасти к одинаковому шагу, приходится либо опиливать нагнетающие поверхности лопастей, либо очень осторожно их подгибать. Сечения лопастей от ступицы до диаметра 0,6 D следует опиливать от середины до выходящей кромки. Если высоту кромки при ступице уменьшить на 8-9 мм, ширина лопасти станет меньше примерно на 10 мм. Чтобы компенсировать вредное воздействие антикавитационной плиты, необходимо уменьшить шаг сечений лопасти, немного отогнув у концов лопастей выходящие кромки. В итоге шаг сечений лопасти на диаметрах 0,6-0,8 D будет постоянным, к концевой кромке уменьшится всего на 5—6%, а на ступице-на 16-18%.
Выравнивание толщин лопастей — это последняя операция, требующая замеров и опиливания. Прежде всего на нагнетающих поверхностях лопастей необходимо вычертить при помощи циркуля эквидистантные кривые. При этом ножка циркуля с иголкой должна устанавливаться в лунку на торце ступицы, оставшуюся от центра токарного станка. Затем на равных расстояниях от кромок лопастей на кривых надо сделать засечки, отстоящие друг от друга на 15-17 мм. Используя измеритель с загнутыми иголками, нужно измерить толщину лопастей в одинаковых засечках на каждой лопасти. Раствор ножек измерителя следует настроить по наименьшей толщине из всех замеров, а иголки надвигать на лопасть. Около засечек в утолщенных местах необходимо фиксировать расстояние, на которое иголки измерителя не дошли до засечки. Таким образом можно обнаружить утолщенные места лопастей, которые необходимо опилить и отшлифовать с засасывающей стороны лопасти.
Далее ступице винта опиливанием между выполненными ранее проточками на торце следует придать форму плавного тела вращения. Галтели в местах примыкания лопастей надо выполнять с переменными радиусами, уменьшающимися к кромкам лопастей. На ступице необходимо с одной стороны отверстия выдолбить под шплинт канавку глубиной 2,5 мм для укладки отогнутых концов шплинта, а с другой — зенковать отверстие сверлом диаметром 7- 7,5 мм на глубину примерно 3 мм для утапливания головки шплинта. Кстати, шплинт следует изготовить из 5-миллиметрового гвоздя, распилив его вдоль в месте отгибки концов.
На валах и тяге реверса я установил двойной комплект уплотнений. Втулку тяги реверса 2.205-002 выпрессовал, дно ее гнезда полого раззенковал на 2 мм, под старую втулку установил вместо одного два уплотнительных резиновых кольца 2.205-003, разделенных тонкой латунной шайбой. Уплотнение вала-шестерни усилил дополнительным сальником, установленным в металлическое кольцо, которое запрессовано на эпоксидной шпаклевке в лунку выше штатного сальника под помпой. Если кольцо держится плохо, на нем следует сделать две проушины, через которые винтами М4 с потайной головкой можно укрепить его посадку в гнезде. Размеры кольца уточняются по месту.
Подшипник скольжения 2.212-002 гребного вала я заменил шарикоподшипником № 203. Втулку 2.212-001 заменил новой, выточенной из стали, так как толщина ее стенки в районе подшипника составляет 1 мм; предусмотрел расточку для двух сальников (благо после удлинения обтекателя редуктора места для этого достаточно).
Перед установкой мотора на лодку гнезда под винты сочленения корпуса редуктора и углубления шплинта на винте полезно замазать пластилином до получения гладкой поверхности.
Мотор с модернизированным редуктором эксплуатирую уже четыре сезона, прошел на нем 12 тыс. км, при этом никаких отказов в работе не было. На большинстве винтов следы кавитационной эрозии исчезли, на остальных — значительно сократились. Винты как бы полегчали, теперь при том же водоизмещении приходится ставить винт с шагом на 5% большим, чем это требовалось до доводки редуктора.
Замеры скорости, выполненные по километровым столбам на. Новоладожском канале, показали, что при частоте вращения двигателя 5000 об/мин скорость «Казанки» увеличивается на 3 км/ч по сравнению с лодкой, оборудованной мотором, на котором подводная часть и гребной винт были отшлифованы и отполированы без изменения их заводских размеров.
На скоростях движения около 40 км/ч увеличение скорости на 3 км/ч эквивалентно приросту эффективной тяги на 14-15%. Влияние полировки редуктора и винта может быть оценено еще 8% прироста тяги.
Повышение мощности и экономичности гребного винта
Мощность и экономичность подвесного лодочного мотора ” Вихрь “— параметры взаимосвязанные. Совершенно очевидно, что если повысить мощность двигателя без увеличения расхода горючего, то скорость глиссирующей лодки возрастет и на прежнем количестве горючего можно будет пройти большее расстояние, следовательно, экономичность мотора повысится.
Наиболее простой способ повышения мощности — увеличить степень сжатия, однако в этом случае лодочный мотор придется эксплуатировать на более дорогих высокооктановых сортах бензина. Именно поэтому конструкторы “Вихрей” считали нецелесообразным идти таким путем, несмотря на тенденции в зарубежном моторостроении. Заводские конструкторы и технологи постоянно работают над повышением мощности и снижением удельного расхода горючего “Вихрей” (он, кстати, находится на уровне зарубежных моделей аналогичной мощности), но многое зависит и от тех, кто эксплуатирует моторы.
Поскольку выполнение ряда приводимых ниже рекомендаций потребует переборки двигателя, то применять их можно только на моторах, выработавших ресурс, или при их последующих ремонтах. Среди начинающих водномоторников бытует мнение, что стоит заменить какую-то деталь или отполировать канал, и мощность) мотора сразу же увеличится. Конструкция современного двухтактного двигателя и процессы, происходящие в нем, весьма совершенны. Поэтому повышение мощности — дело очень кропотливое, а успех складывается буквально из мелочей, небольших шагов, предпринимаемых на каждом узле и агрегате.
Опыт подобной работы с двигателями семейства “Вихрь” показал, что на мощность и расход топлива влияют в основном состояние узла блока цилиндров, поршней и поршневых колец. На их индивидуальную доработку и следует обратить основное внимание. Но начинать ее надо только после того, как вы убедитесь в правильности установки на лодке мотора и подбора гребного винта для конкретных условий эксплуатации, а также в том, что судно имеет нормальный ходовой дифферент и центровку. Как показывает практика, за счет доводки этих элементов можно получить прирост скорости на 25% и более и соответственно сократить путевой расход горючего.
Блок цилиндров
В этом узле находятся перепускные воздушные каналы, каналы подачи топливной смеси и выброса отработавших газов. Поскольку скорости потока воздушной смеси близки к сверхзвуковым, поверхность каналов должна быть гладкой, без наплывов, шероховатостей, уступов и особенно — встречных реданов. Все это повышает сопротивление потоку и затраты мощности на процессы продувки. Поэтому желательно каналы отполировать, не изменяя их геометрию.
Важно, чтобы обеспечивалось полное совпадение кромок в месте соединения продувочных окон в гильзе цилиндра с каналом в блоке. Лучше, если не будет никакого уступа или он не более 0.5 мм по ходу смеси, как показано на рис. 73. Эффект доработки можно иллюстрировать результатами испытаний двух моторов “Вихрь-30”, у которых кромки гильзы нависали над каналами блока цилиндров на 1.0-1.5 мм. После доработки до полного совпадения кромок мощность возросла на 1.6 и 2.3 л.с.
Рис. 73. Впускные каналы на переходе из блока цилиндров в гильзу: а — лучший вариант — кромки блока и гильзы совпадают; б — канал с уступом между блоком и гильзой. 1 — кромки совпадают; 2 — блок цилиндров; 3 — гильза; 4 — движение топливной смеси; 5 — допустимая величина уступа
Выхлопные окна доработок не требуют.
Поршни, поршневые кольца
Поршни должны свободно вращаться на поршневом пальце (плавающий палец). Торцы пальцев нужно заполировать, чтобы не было торможения при касании их за стопорные замки, что одновременно вызывает износ усиков замков. Головки поршней также целесообразно заполировать—это улучшит протекание топливной смеси и отвод тепла, уменьшит отложение нагара. Перепускное окно желательно сделать максимально приближенным к прямоугольной форме с прямолинейностью сторон, с радиусами сопряжения 2-3 мм и размером по высоте 14.5+2.0 мм для “Вихря-25” и 23,5 мм для “Вихря-30”.
Поршневые кольца — небольшая, но весьма ответственная деталь двигателя, обеспечивающая его мощность и долговечность. Они изготавливаются из специального чугуна, обладающего необходимой прочностью, упругостью, жаро- и износостойкостью. Важна также хорошая теплопроводность колец для отвода тепла от головки поршня к стенкам цилиндра. На мощность и экономичность двигателя сильно влияет зазор колец (табл. 3). Например, на моторе “Вихрь-30” были испытаны четыре комплекта поршневых колец. Два комплекта после установк на поршни и в цилиндры имели зазор в стыке в соответствии с чертежом 0.3+0.2 мм. У двух других комплектов с теми же поршнями цилиндрами зазор в стыке был равен 0.6 мм. Испытания велись на одном двигателе при идентичных условиях.
Таблица 3 Мощность мотора “Вихрь-30”, л.с, в зависимости от зазора в стыке поршневых колец
Частота вращения, об/мин
Изменение мощности, л. с. (кВт)
Часовой расход топлива, кг/ч
Вторым важным условием является обеспечение полного прилегания кольца к стенкам цилиндра. Например, были испытаны два комплекта поршневых колец с просветом по наружному диаметру до 0.03 мм, до 0.02 мм и третий комплект — без просвета. Испытания проводились на одном “эталонном” моторе при совершенно равных условиях, с замером мощности двигателя после сборки и после обкатки в течение 5 ч на режимах от 2500 до 4500 об/мин (ступенями через 500 об/мин с работой мотора по 1 ч на каждом режиме). Результаты показали, что мощность двигателя с поршневыми кольцами первого и второго комплектов до обкатки оказалась ниже на 2.8-3.4 л.с. (на режиме 3800 об/мин). Однако падение мощности уменьшается с возрастанием частоты вращения, что объясняется увеличением быстротечности газодинамического процесса и снижением влияния просветов по наружному диаметру кольца.
После обкатки первых двух комплектов колец падение мощности увеличилось в диапазоне от 4500 до 5200 об/мин. Объясняется это резким уменьшением упругости поршневых колец, так как кольца с просветами по наружному диаметру имеют уменьшенную площадь контакта со стенками цилиндра, что вызывает резкое снижение теплоотдачи ими и перегрев поршневых колец. Поршневые кольца третьего комплекта, изготовленные без просветов по наружному диаметру, незначительно снизили мощность “эталонного” двигателя на режимах 3600-4800 об/мин, а после обкатки мощность в этом диапазоне частоты вращения практически соответствовала “эталонной”. Упругость этих колец после 5-часового испытания снизилась незначительно.
Просветы, измеренные по хорде на поршневых кольцах первого и второго комплектов после испытаний, уменьшились, но потеря упругости до 30% первоначальной исключает возможность дальнейшей приработки поршневых колец по наружному диаметру даже в течение длительного времени. Следует отметить, что поршневые кольца с просветом по наружному диаметру от 0.02 до 0.03 мм и более вызывают снижение мощности двигателя на всем диапазоне частоты вращения. Чтобы снять с двигателя максимальную мощность, следует подбирать поршневые кольца без зазора по наружному диаметру, для чего необходимо иметь в запасе несколько комплектов.
Третьим условием повышения мощности и экономичности двигателя является хорошее прилегание торцов поршневых колец к канавке поршня. Надо иметь в виду, что у двухтактного двигателя поршневые кольца силой постоянно направленного газового потока в цилиндре прижаты в поршневой канавке своим нижним торцом. Поэтому его придется тщательно притереть на самой мелкой (бархатной) шкурке или на чугунном диске. Неплотности контакта нижнего торца кольца и стенки поршневой канавки снижают мощность двигателя на 1 л.с. и даже более.
Отдельные узлы и агрегаты
У картера двигателя желательно заполировать входной канал топливной смеси из карбюратора в кривошипные камеры и удалить забоины и заусенцы на поверхностях обеих камер. Полировать поверхности кривошипных камер не нужно, так как даже небольшое увеличение объема кривошипной камеры приводит к уменьшению мощности. Дейдвудная часть не требует никакой доработки, а внутренние поверхности трубы настроенного выхлопа в модели “Вихрь-30” желательно, насколько возможно, заполировать.
Не рекомендуется заливать во внутреннюю полость редуктора излишнее количество смазки. Вполне достаточно 125-150 г. При этом шестерни редуктора оказываются погруженными в масло несколько больше, чем на длину зуба, и гидравлическое сопротивление от вращения зубьев в масле минимальное. Если масла залить больше, вращающиеся шестерни будут испытывать довольно значительное сопротивление от вязкой трансмиссионной смазки, на что будет бесполезно затрачиваться мощность двигателя. При неправильной регулировке реверса мотора и дистанционного управления, когда на тягу реверса, уже дошедшую до своего крайнего положения, действует излишняя нагрузка, усилия рычагов вызывают пружинящий изгиб тяги. В результате ее деформации скоба, закрепленная на нижнем конце тяги, своим торцом начинает тереться о торец канавки муфты переключения реверса. В результате такого трения теряется до 1.0-1.5 л.с. Мощности двигателя и, конечно, изнашивается скоба.
Улучшение гидродинамики мотора “Вихрь”
Конвейерное зажигание и модернизация мотора “Вихрь” для достижения высокой скорости на лодке “Казанка” в 1970 году
Смирнов Владимир Фёдорович, Россия, Тверская обл., г. Кимры, E-mail: svfru@ya.ru Web-sait: http://smirnov.ucoz.com
В 1968 году по случаю окончания школы родители подарили мне лодку “Казанка” и мотор “Вихрь. После обкатки у мотора мало мощности и, естественно, возникает задача по её наращиванию. Первое, что удаётся установить – слабая искра. Методом сравнения элементов магнето двух моторов выявлена причина: искрогасящие конденсаторы увеличили свою ёмкость до 0,38 и 0,47 мкФ, вместо положенных 0,17. 0,25 мкФ. Эти конденсаторы имеют негерметичную конструкцию. Их диэлектрик – пропитанная специальным составом бумага, в которую и набирается вода. Диэлектрическая проницаемость воды равна 81, что почти в 20 раз превосходит данный параметр кондиционного диэлектрика конденсатора. Увеличение ёмкости искрогасящими конденсаторами – широко распространённая причина плохой работы обычного зажигания. Прежнее значение ёмкости можно вернуть, если конденсаторы проварить в автоле при температуре немногим (!) более 100 ° С. Процедуру необходимо продолжать до тех пор, пока из конденсаторов не прекратят выходить пузырьки испаряющейся воды. Другая причина сбоев искрообразования – плохая « земля » на плате магнето. Для её устранения необходимо предусмотреть отдельный провод, соединяющий « массу » магнето с корпусом мотора.
- ® Позволяет обойтись без тиристоров, что, учитывая их высокую чувствительность к импульсным помехам, является великим благом: работа конденсаторной системы зажигания становится спокойной и надёжной, а сложность снижается;
- ® Напряжение на накопительных ёмкостях максимально при запуске двигателя, что улучшает условия искрового пробоя топливной плёнки в зазоре свечи;
- ® В отличие от тиристоров, включенное состояние которых определяется прямым направлением тока в момент искрообразования (сотни микросекунд), новый кулачок обеспечивает длительное замыкание прерывателя. В результате, искрообразование происходит не только в первом периоде колебаний, возникающих при разряде накопительной ёмкости через бобину. Это повышает энергию искры;
® Новый кулачок реализует конвейерный принцип поочерёдного заряда и разряда (искрообразования) накопительных ёмкостей от одного преобразователя. При этом отсутствуют состояния, когда оба прерывателя замкнуты одновременно, а значит, преобразователь, не имея замыканий выхода, работает в непрерывном стабильном режиме. Это повышает КПД, увеличивает частоту искрообразования и мощность искры.
Справа на рис. 1 изображён новый кулачок и штатные прерыватели, каждый из которых – подпружиненный рычаг. Текстолитовые подушки прерывателей скользят по поверхности кулачка, “читая” величину его радиуса: если радиус большой – контакты прерывателя разомкнуты, если маленький – замкнуты. Существуют два очень коротких угловых момента, непосредственно предшествующих искрообразованию, когда контакты обоих прерывателей разомкнуты. Один из таких моментов представлен на рис. 1, другой наступит через 180 °. В эти моменты лишь одна из ёмкостей полностью заряжена. В следующий момент кулачок поворачивается, и прерыватель, связанный с заряженной ёмкостью, оказывается на поверхности меньшего радиуса. Его контакты замыкаются, и заряженная ёмкость оказывается подключенной к первичной обмотке бобины соответствующего цилиндра. Начинается колебательный процесс с частотой в несколько килогерц, во время которого во вторичной обмотке бобины возникает высокое напряжение, инициирующее искрообразование в свече связанного с ней цилиндра. С этого момента, т. к. контакты прерывателя другого цилиндра остаются разомкнутыми, начинается зарядка накопительной ёмкости другого цилиндра. Таким образом, реализуется конвейерный принцип поочерёдного заряда накопительных ёмкостей от одного преобразователя. При этом отсутствуют состояния, когда оба прерывателя замкнуты одновременно, а значит, преобразователь не имеет замыканий выхода, когда генерация срывается и через транзисторы течёт значительный пусковой ток, вызванный резисторами R1.1 и R1.2.
Трансформатор преобразователя выполнен на ферритовом сердечнике трансформатора строчной развёртки телевизора. Несколько худшие результаты показали стальной Ш16х16 и пермаллоевые сердечники, включая торы. Магнитопровод во время работы должен насыщаться, поэтому зазора быть не должно. Хотя в некоторых случаях, например для увеличения напряжения при запуске, зазор может быть даже полезен. Число витков я определял экспериментально. Обычно обмотки имели: 1.1 и 1.2 – по 8 витков ПЭВ 0,31мм; 2.1 и 2.2 – по 12 витков ПЭВ 1,0мм; 3 – 300 витков ПЭВ 0,2мм. Источник питания – аккумулятор 6 В. Преобразователь хорошо работал со всеми сердечниками, но частоты отличались. Был изготовлен простейший стенд, где с помощью микродвигателя имитировалась работа нового кулачка с прерывателями. Искры получались мощные. В ходе последующих экспериментов не удалось выявить какого-либо ухудшения воспламеняющей способности искры в случае уменьшения ёмкостей конденсаторов С1 и С2 до 0,25мкФ. Объясняется это тем, что конденсаторы меньшей ёмкости успевают зарядиться от выбросов на фронтах “меандра” до большего напряжения U, которое в квадратной зависимости входит в выражение для энергии конденсатора W = CU 2 /2. Внимание. Напряжение на свечах при подключенном аккумуляторе может достигать 1000 вольт, даже если мотор не работает. В целях безопасности не забывайте отключать аккумулятор.
Когда зажигание было установлено на мотор, то по неведомой причине искра вдруг потеряла мощность. Тем не менее, я решил провести испытание. Отрегулировав и проверив всё ещё раз, мы (в лодке находилось ещё три человека) отчалили. По моей команде подсоединили аккумулятор, зажигание запищало. Мотор завёлся непривычно легко. Я сразу дал полный газ, по привычке ожидая, что мотор всё равно будет медленно набирать обороты. Но то, что произошло дальше, невозможно передать словами. Эффект был ошеломляющий. Мотор сразу же набрал полные обороты – будто не было нагрузки, и начался разгон, во время которого возникло невиданное ускорение, а сзади лодки образовался высокий бурун – как у торпедного катера. Послышались крики восхищения, мотор работал как взбешённый. С речки Кимрка мы выскочили на Волгу, где стали обгонять всех, кто попадался. Эмоции зашкаливали! Такого воздействия электронного зажигания мне не пришлось наблюдать больше никогда!
Чтобы избавиться от аккумулятора я ввёл выпрямитель тока катушки питания зажигания (рис. 1). Первые моторы « Вихрь » имели в маховике 6 магнитов, поэтому достаточно было легко повернуть маховик, чтобы появилось напряжение более 3 вольт. При этом промежутки времени между искрообразованиями большие, и накопительные ёмкости успевают зарядиться до 300 вольт и более – за счет выбросов на импульсах. Впоследствии я так отрегулировал мотор, что стартёр стал не нужен – мотор легко запускался ладонями за маховик. Ещё у мотора появились сверхнизкие обороты, на которых он работал без дыма и очень тихо. Со стороны возникало впечатление, что лодка движется за счёт какой-то неведомой силы.
Через некоторое время мне всё же повстречался конкурент по скорости. Он рассказал, что на его моторе подрезан блок головок цилиндров и стоят кольца первого ремонта. Как оказалось, он работал в мастерской по ремонту моторов. По его мнению – у меня на моторе плохая компрессия, и он берёт числом оборотов за счёт электронного зажигания. Я прокатился на его лодке. Мне не понравилось – мотор работал очень тяжело, сильно вибрировал и был зажат по числу оборотов. ” Подрезать” мотор я не стал, но вскоре приобрёл такие же кольца, поставил и обкатал их. ( Кстати, разбирать мотор и чистить кольца в то время приходилось почти каждую неделю, т.к. они непрерывно залегали на всех « Вихрях ». Это был их непреодолимый недостаток, ведь моторы перегревались.) У моего мотора появилась компрессия, что увеличило мощность и обороты, однако заводить руками за маховик стало трудно и стартёр пришлось вернуть на место.
Наконец-то феномен ослабления искры на моторе удалось раскрыть. В свечах 14-7RZ чешского производства оказались помехоподавляющие резисторы. Такие же резисторы находились и в свечных колпачках – на высоковольтных проводах. С большим трудом удалось развинтить хвостовую часть каждой свечи, извлечь изнутри резистор и, растянув пружину, чтобы заполнить возникший разрыв, вновь собрать. Аналогичную операцию я проделал и с колпачками. Из каждого вывинтил по винтовому острию, за которым находились резистор и пружина. Удалил резисторы, растянул пружины и вновь собрал. В общей сложности из цепи каждой свечи было удалено по 12 килоом сопротивления.
Искра стала яркой и с характерным треском – как на стенде. Увеличив зазоры в свечах до 3 мм – чтобы поджигалось больше смеси, я приступил к испытаниям. Мощная искра преобразила работу мотора – сгорание топливной смеси стало происходить быстрее, а значит и полнее. Это повысило как максимальную мощность, так и холостые обороты. Обнаружился странный феномен. В цилиндрах и на торцах свечей (откуда выходят боковые электроды) стало присутствовать чистое масло. Я применял тогда бензин А-72 и автол АС-8 в соотношении 20:1, но после этого решил уменьшить количество масла до 0,6.
На этой смеси обороты ещё возросли, но возникла серьёзная проблема – мотор провернул резиновый амортизатор в гребном винте. Пришлось выбросить родной винт. Купил новый, но и его мотор тут же провернул. После этого ничего не оставалось, как приобрести ещё один винт. Я просверлил в нём 3 отверстия, нарезал в них резьбу М8 и жёстко соединил шпильками центральную бронзовую втулку с литой частью. Новый винт я доработал. Удалил непроизводительные участки, закручивающие воду, придал обтекаемую форму, а затем отполировал. Это уже был не винт, а произведение гидродинамического искусства – лопасти стали более тонкими, приобрели профиль, уменьшающий сопротивление. Затем этот винт мне тайком отбалансировали на местном заводе авиапромышленности. Новый гребной винт позволил увеличить мощность мотора и скорость по принципу: «Лучший источник энергии – её экономия!»
Обратив внимание на то, что лодка трётся всем днищем о воду, придумал и тут же испытал изменение угла установки мотора на транце так, чтобы струя воды от винта была направлена немного вверх (это легко достигается перестановкой опор амортизаторов в отверстиях кронштейнов подвески мотора). В результате, в момент старта нос лодки задирается кверху. Затем по мере разгона и увеличения выталкивающей силы на конец днища, нос опускается. При этом почти весь корпус оказывается в воздухе, а в воде остаётся лишь небольшая часть кормы. Таким образом, площадь соприкосновения и торможения резко уменьшается, и скорость увеличивается. Это противоречило паспортной инструкции по установке мотора на лодке, и приводило к захвату винтом воздуха при резких поворотах, но это – мелочь, по сравнению с выигрышем в скорости. Сегодня все импортные моторы снабжены тримом – электромеханическим устройством для плавного управления углом установки мотора. Эффект роста скорости от указанного изменения угла установки мотора на судне очень велик!
Внимание! На многих лодках « Казанка » внутрь носового поплавка откуда-то набирается вода, необходимо открыть люк и вычерпать её! У себя на лодке я удалил более 2 вёдер воды. У меня была самая лёгкая из « Казанок » – Воронежская.
Затем я решил подобрать размер главного жиклёра. Его съёмная часть имела калиброванное отверстие диаметром 1,6 мм. Токарь изготовил мне 9 таких частей с диаметрами от 1.1 мм до 2,0 мм. Их подбор по максимуму скорости лодки на мерном отрезке пути показал, что когда главный жиклёр имеет калиброванное отверстие в 1,2 мм, скорость значительно увеличивается. Эффект роста скорости и экономичности мотора от подбора калиброванного отверстия главного жиклёра очень велик!
Устранял и другие « топорные » недоработки мотора. Точно подогнал по диаметру прокладку карбюратора. Уменьшил толщину оси, в которой закреплена заслонка карбюратора. В глушителе подогнал окна так, чтобы они не заслоняли окна цилиндров. В поддоне подогнал окна под глушитель. На выходе из глушителя удалил дроссель, благодаря которому он наполнялся водой и охлаждался (много раз потом обжигал руки об него, но зато стало меньше препятствий в системе охлаждения). Диаметр мелких отверстий водозабора в систему охлаждения увеличил в 1,5 раза. Отпилил у сапога небольшую часть выхода выхлопной трубы так, чтобы газы лучше высасывало убегающим потоком воды. В редукторе применил жидкую смесь из нигрола и автола: 30% на 70%. В магнето были оставлены (Рис. 1) штатные конденсаторы, чтобы в случае чего можно было перейти на штатное зажигание.
После всех модернизаций решил измерить скорость: на время преодолеть 19 км – расстояние от пристани г. Кимры до пристани г. Белый городок (эта цифра была указана на карте маршрутов теплоходов). В один из осенних дней 1970 года втроём мы, зафиксировав время, отправились в путь. (Точка старта была выбрана метров на 600-800 ближе к финишу). Нос лодки привычно поднялся вверх, опустился, мотор перешёл зону максимальных оборотов обычных моторов и его звук стал напоминать турбину. Я срезал все изгибы, выбирая наиболее короткий путь. Впереди – две точки, которые постепенно превращаются в “Казанки” с моторами « Вихрь ». Мы их стремительно догоняем и обходим. У водителей удивлённые лица, но видно, как они переводят взгляд на мотор и показывают знаками друг другу, что это ведь « Красный Вихрь » ( Во время экспериментов под капотом случился пожар, и я был вынужден покрасить мотор, но многие этого не знали и считали, что – для форса). Стремительно удаляемся, и эти лодки исчезают вдали. Прямо по курсу – ещё группа лодок. Их так же лихо обходим. Лодку дико трясёт от волн – словно это не водная поверхность, а нетёсанная “каменка”. Тяжело держать румпель, он непрерывно сильно тянет в сторону и рука устаёт, но если отпустить – мгновенно окажемся в воде, и вращающаяся волчком лодка, может всех порезать винтом (Современные моторы имеют предохраняющее устройство на этот случай). Ну, вот мы и у цели. Время в пути – 18 минут. 18 километров за 18 минут – скорость 60 км/час. Сидим на берегу, вижу приближающуюся « Ракету », решаю посоревноваться с ней в скорости в одиночку. Вот она догоняет меня, даю полный газ и начинаю её медленно обгонять. Ехать одному страшно – лодку очень сильно дёргает взад-вперёд. Чтобы не вылететь распираюсь в неё со всей силой. Вдруг « Ракета » начинает обходить, это капитан заметил меня и увеличил скорость, а мне он показывает задранный вверх большой палец. Попытки соревноваться с другим судном на подводных крыльях – « Метеором » обречены, его крейсерская скорость 70 км/час.
Необходимо отметить, что сверхвысокие обороты создают большие инерционные нагрузки на поршни и цилиндры. На моём моторе очень скоро выработались эллипсы в цилиндрах, но, несмотря на это, “Красный Вихрь” оставался самым быстрым. По описанной выше методике я усовершенствовал несколько моторов “Вихрь” и, хотя электронное зажигания не использовалось, эффект всегда был неизменным – высокая скорость. Почти на всех лодках возникало, как сейчас принято говорить, «дельфинирование». На моей лодке это явление возникало только на волнах определённой длины. Сегодня для борьбы с этим проявлением неустойчивости используют транцевые плиты, которые, однако, не всегда помогают.
Неизменным спутником высокой скорости было то, что нагрузки на корпус лодки “Казанка” возросли, и вблизи транца стали возникать течи, для устранения которых приходилось подтягивать заклёпки.
Однажды осенью пришлось ехать тёмной ночью. Колпак был снят, и оглянувшись, я увидел, что свечные провода светятся. Множество микроскопических разрядов бегали по ним и создавали какое-то призрачное сияние. Это зачаровывало, но было ясно, что происходит бесполезная утечка электричества. Изоляция высоковольтных проводов была резиновая, и я решил заменить их более современными. Через некоторое время выбор пал на… телевизионный кабель. Его оплётку я соединил с корпусом. Эффект оказался поразительным: мощь искры субъективно усилилась многократно. Я проверил влияние отрезков телевизионного кабеля длиной 75 см на разные виды зажиганий. Оказалось, что обычное (батарейное) и транзисторное зажигания резко теряют в качестве воспламенения – искра у них чахнет. Конденсаторное – совсем другое дело: искра становится очень яркой и громкой, но качество воспламенения – под вопросом. И тогда пришла мысль аттестовать воспламеняющую способности искры с помощью бумажки, помещённой в зазор свечи. Критерий прост: если искра способна хорошо воспламенять топливную смесь, то она должна прожигать в бумаге отверстие, края которого обуглены. Очень яркая и громкая искра, возникающая из-за телевизионного кабеля, пробивала в бумажке отверстие с рваными, лохматыми краями (для рассмотрения нужна лупа), но со слабым обугливанием. Стал понятен механизм возникновения таких искр – взрыв плазменного шнура, возникающий при разряде ёмкости телевизионного кабеля. Это навело на мысль создать плазменно-взрывное зажигание. Спустя много лет – в 90-е я его испытал. Самый первый вариант имел преобразователь напряжения мощностью 80 ВА и высоковольтные ёмкости 390 pF х 30 кV. При демонстрации искры оказывалось устрашающее воздействие – яркие молнии и грохот (или резкий вой) такой силы, что чувствовалось, как сокращаются мышцы, натягивающие барабанные перепонки в ушах. Шофёры и даже преподаватель института, которые присутствовали на демонстрации, пришли в ужас от увиденного и выразили мнение, что применять такое зажигание нельзя – мотор взорвётся. Это временно заставило меня перенацелиться на создание зажигания, основанного на дуговом разряде.
1971-1973 годы – армия. “Красный Вихрь” и “Казанку” пришлось продать. После дембеля мать подарила мне лодку « Крым ». На следующий год я купил мотор « Нептун-23 », надеясь его усовершенствовать. Однако кулачок на маховике данного мотора несъёмный и единственный вариант – электронное зажигание с тиристорами. Начинаются мучения. Я не могу сделать ни одного надёжного зажигания, все они мне не нравятся. Очень часто с теплотой вспоминаю легендарное зажигание 1970 г. На « Нептун-23 » нечего совершенствовать. Мотор надёжный, тихий, экономичный, спокойный. Максимальная скорость, которую удалось выжать – 36 км/час, если в лодке два человека. Кстати, в этом тоже есть своя прелесть – имеется больше времени, чтобы наслаждаться красотой необыкновенных волжских пейзажей.
Однажды мне удалось повстречать “мою” “Казанку” и “Красный Вихрь”. Новый хозяин, не зная – кто я, поведал, что мотор “шёл в разнос”, поэтому в мастерской с него сняли всю “фигню”, заменили “голову”, винт и отрегулировали. Ни о какой скорости после этого, естественно, речи быть не могло, а жаль. Одно из моих достижений, частица юности и движения души – навсегда остались только в воспоминаниях.
ВИХРИД. Лодочные гибриды из ноги ВИХРЬ и 2-цилиндрового двигателя.
Продувка у этой модели дефлекторная. Диаметр цилиндров – 67 мм, рабочий объем 420 см3. Мощность двигателя составляет от 17 до 20 л. с. При установке мотора «Вихрь 20» на стандартную лодку, ее скорость с 2 пассажирами равна 40–45 км/час, с пятью – 35 км/ч.
Показатель потребления топлива колеблется от 9 до 11 л/час. Топливная смесь стандартная, состоит из масла и бензина в соотношении 50:1. При использовании чистого бензина возможна скорая поломка.
Масса мотора составляет 48 кг.

Технические характеристики «Вихрь 20»
Улучшения гидродинамики мотора Вихрь
Чтобы повысить эксплуатационные качества «Вихря», я доработал редуктор и гребной винт. Прежде всего обработал снаружи корпус редуктора. В результате этого уменьшилось гидродинамическое сопротивление погруженной части мотора и увеличился зазор между кромкой лопасти винта и корпусом редуктора. Затем проверил геометрию лопастей и их профилировку и отполировал поверхности. Работы по механической части позволили снизить потери в передаче и повысить надежность уплотнении. Гребной вал 2.202-007 доработал, как показано на чертеже, а в ступицу винта поставил металлическую прокладку, обеспечивающую передачу упора винта в торец гребного вала.

- полукольцо
- проточка на гребном валу
- обтекатель выхлопного патрубка
- винт
- заделка носка патрубка
- корпус редутора
А — места, подлежащие удалению при опиливании
Чтобы увеличилось расстояние кромок лопастей от стойки редуктора, а также удлинение обтекателя (отношение его длины вместе со ступицей к диаметру стало 0,34 вместо 0,32), между торцом обтекателя и ступицей винта я установил два полукольца. Для их изготовления выточил из легкого сплава кольцо толщиной 12 мм с внутренним диаметром 42 мм и наружным 65 мм, которое разрезал по диаметру. Каждую половину кольца прикрепил к торцу обтекателя редуктора четырьмя винтами М.4 с потайной головкой. Винты и полукольца установил с эпоксидной подмазкой, головки винтов раскернил. Внутренние поверхности полуколец довел опиливанием и шабровкой по диаметру втулки 2.212-001. Затем на торцах полуколец прочертил окружность диаметром 59 мм, до контура которой плавно опилил припуски, оставшиеся на наружных поверхностях полуколец и обтекателя, до получения плавных обводов.

Рис. 2. Водозоборник системы охлаждения мотора Вихрь.
Для увеличения зазора между лопастью винта и антикавитационной плитой ее нижнюю поверхность рекомендую отфрезеровать или опилить на глубину 4-5 мм (размер указан посередине плиты).
При доработке размеры газовыхлопного патрубка, по сравнению с заводскими, уменьшаются. Канал водозаборника охлаждающей воды в патрубке необходимо распилить почти до газовыхлопной полости, а взамен срезанной лобовой части установить заделку с новыми отверстиями. На кормовую часть дейдвуда выше антикавитационной плиты следует поставить обтекатель, а выхлопной патрубок под ним распилить в сторону кормы, как показано на чертеже. Внутренние поверхности выхлопной полости надо тщательно отшлифовать, углы на поворотах опилить.
Далее всю поверхность редуктора до фланца крепления к дейдвуду следует опилить, тщательно отшлифовать и отполировать. Необходимо учитывать, что у моторов толщина стенок корпуса редуктора неодинаковая, она колеблется в широких пределах. Поэтому редуктор лучше разобрать и толщину контролировать при опиловке кронциркулем с симметричным обратным концом. Как правило, много металла можно удалить (без ущерба прочности) в приливе под нижний подшипник вала-шестерни, стенках редуктора выше антикавитационной плиты и на шпоре перед винтом. Если поверхность опилить, то площадь поперечного сечения погруженной части мотора ощутимо уменьшится.
Чтобы получить абсолютную плотность водяного канала и гладкую наружную поверхность, планку, закрывающую полость охлаждающей воды у «Вихря-М», желательно заделать эпоксидной шпаклевкой. Входящие и выходящие кромки стоек и шпоры следует заострить; переходы на приливе подшипника вала-шестерни должны быть плавными. Для того чтобы сохранить ширину привалочных плоскостей в месте сочленения корпуса редуктора, следует ограничиться шлифовкой (опиливание делать не нужно).

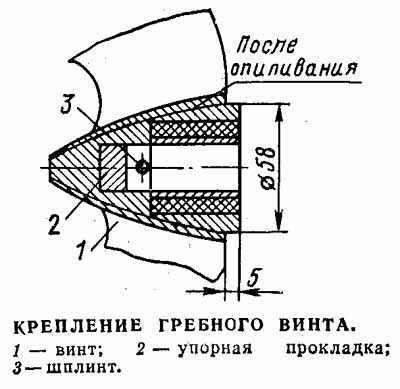
- винт
- упорная прокладка
- шплинт
Осмотр бывших в эксплуатации полированных винтов показал, что у лопастей одного винта пятна кавитационной эрозии на засасывающей поверхности лопастей неодинаковы; это косвенно указывает на неоднородность их работы. Контрольные обмеры нескольких штатных винтов подтвердили значительные отклонения в шаге и толщине сечений лопастей на одном радиусе. Удалось обнаружить также перекос диска винта относительно оси гребного вала, обусловленный, вероятно, неточной посадкой винта на резиновый амортизатор. Разумеется, чтобы получить максимально возможный КПД винта, необходимо тщательно довести его геометрические размеры.
Рис. 4 Схема замера для расчета шага
Чтобы появилась возможность выполнить контрольные замеры гребного винта, необходимо проточить торцы и края ступицы на токарном станке, надев винт на оправку. При этом необходимо подпереть слегка отторцованный конический конец ступицы центром.
Далее на куске жесткой прямой фанеры следует вычертить проверочный плаз — концентрические окружности из одного центра диаметрами 59 мм, 0,4.0, 0,6Д, 0,80 и 0,90 (О-диаметр винта). Для проверки необходимы транспортир, циркуль, вертикальный угольник и чертежный измеритель с винтовой фиксацией растворения ножек. В измерителе иголки следует заменить проволочными крючками, концы которых при малом растворении ножек сходятся вместе. У гребного винта необходимо проскоблить и тщательно (без завала у кромок) прошлифовать нагнетающие поверхности лопастей.
Ступицу винта (диаметр торца 58 мм) надо установить на проверочный плаз в круг диаметром 59 мм точно по центру и на каждой проверочной окружности (0,4; 0,6; 0,8 и 0,9 D) для всех лопастей снять разность высот выходящей и входящей кромок hi, мм) и угол (Ai, °) между радиусами, проведенными на проекции кромок. Для сечений лопастей кромочный шаг можно определить по формуле Нi = hi/Ai 360°.
Чтобы узнать разность высот, надо на вертикальном угольнике отметить карандашом высоты кромок лопастей. Угольник следует ставить прямым углом на проверочную окружность, а в точке касания его носка и окружности сделать засечку для замера угла Ai.
Результаты замеров и расчета шагов нужно занести в таблицу. Для определения ширины лопастей в нее необходимо записать длины хорд между проекциями кромок лопастей на плазе, а для сопоставления углов разворота лопастей в плане-длины хорд между проекциями кромок соседних лопастей.
Анализ данных таблицы позволяет определить отклонения в форме и шаге лопастей в каждом сечении и доработать винт. Естественно, ширину лопастей следует подгонять к минимальной. При этом необходимо помнить, что иногда исправленный угол разворота лопасти может еще больше уменьшиться. В этих операциях допуск на расхождение размеров может составлять 1 мм. Нередко требуется выравнивать и длину лопастей; при этом диаметр винта уменьшается на 3-5 мм.
Чтобы привести лопасти к одинаковому шагу, приходится либо опиливать нагнетающие поверхности лопастей, либо очень осторожно их подгибать. Сечения лопастей от ступицы до диаметра 0,6 D следует опиливать от середины до выходящей кромки. Если высоту кромки при ступице уменьшить на 8-9 мм, ширина лопасти станет меньше примерно на 10 мм. Чтобы компенсировать вредное воздействие антикавитационной плиты, необходимо уменьшить шаг сечений лопасти, немного отогнув у концов лопастей выходящие кромки. В итоге шаг сечений лопасти на диаметрах 0,6-0,8 D будет постоянным, к концевой кромке уменьшится всего на 5—6%, а на ступице-на 16-18%.
Выравнивание толщин лопастей — это последняя операция, требующая замеров и опиливания. Прежде всего на нагнетающих поверхностях лопастей необходимо вычертить при помощи циркуля эквидистантные кривые. При этом ножка циркуля с иголкой должна устанавливаться в лунку на торце ступицы, оставшуюся от центра токарного станка. Затем на равных расстояниях от кромок лопастей на кривых надо сделать засечки, отстоящие друг от друга на 15-17 мм. Используя измеритель с загнутыми иголками, нужно измерить толщину лопастей в одинаковых засечках на каждой лопасти. Раствор ножек измерителя следует настроить по наименьшей толщине из всех замеров, а иголки надвигать на лопасть. Около засечек в утолщенных местах необходимо фиксировать расстояние, на которое иголки измерителя не дошли до засечки. Таким образом можно обнаружить утолщенные места лопастей, которые необходимо опилить и отшлифовать с засасывающей стороны лопасти.
Далее ступице винта опиливанием между выполненными ранее проточками на торце следует придать форму плавного тела вращения. Галтели в местах примыкания лопастей надо выполнять с переменными радиусами, уменьшающимися к кромкам лопастей. На ступице необходимо с одной стороны отверстия выдолбить под шплинт канавку глубиной 2,5 мм для укладки отогнутых концов шплинта, а с другой — зенковать отверстие сверлом диаметром 7- 7,5 мм на глубину примерно 3 мм для утапливания головки шплинта. Кстати, шплинт следует изготовить из 5-миллиметрового гвоздя, распилив его вдоль в месте отгибки концов.
На валах и тяге реверса я установил двойной комплект уплотнений. Втулку тяги реверса 2.205-002 выпрессовал, дно ее гнезда полого раззенковал на 2 мм, под старую втулку установил вместо одного два уплотнительных резиновых кольца 2.205-003, разделенных тонкой латунной шайбой. Уплотнение вала-шестерни усилил дополнительным сальником, установленным в металлическое кольцо, которое запрессовано на эпоксидной шпаклевке в лунку выше штатного сальника под помпой. Если кольцо держится плохо, на нем следует сделать две проушины, через которые винтами М4 с потайной головкой можно укрепить его посадку в гнезде. Размеры кольца уточняются по месту.
Подшипник скольжения 2.212-002 гребного вала я заменил шарикоподшипником № 203. Втулку 2.212-001 заменил новой, выточенной из стали, так как толщина ее стенки в районе подшипника составляет 1 мм; предусмотрел расточку для двух сальников (благо после удлинения обтекателя редуктора места для этого достаточно).
Перед установкой мотора на лодку гнезда под винты сочленения корпуса редуктора и углубления шплинта на винте полезно замазать пластилином до получения гладкой поверхности.
Мотор с модернизированным редуктором эксплуатирую уже четыре сезона, прошел на нем 12 тыс. км, при этом никаких отказов в работе не было. На большинстве винтов следы кавитационной эрозии исчезли, на остальных — значительно сократились. Винты как бы полегчали, теперь при том же водоизмещении приходится ставить винт с шагом на 5% большим, чем это требовалось до доводки редуктора.
Замеры скорости, выполненные по километровым столбам на. Новоладожском канале, показали, что при частоте вращения двигателя 5000 об/мин скорость «Казанки» увеличивается на 3 км/ч по сравнению с лодкой, оборудованной мотором, на котором подводная часть и гребной винт были отшлифованы и отполированы без изменения их заводских размеров.
На скоростях движения около 40 км/ч увеличение скорости на 3 км/ч эквивалентно приросту эффективной тяги на 14-15%. Влияние полировки редуктора и винта может быть оценено еще 8% прироста тяги.
Технические характеристики «Вихрь 45»
Модель «Вихрь 45» разработали, стандартизуя детали с более ранними моделями: «Вихрь 25, 30». В 1983 году мотор «Вихрь 45» прошел все необходимые испытания и поступил в продажу.
Двигатель этой модели имеет 3 цилиндра с возвратно-петлевой продувкой. Диаметр цилиндра, как и у «Вихрь 30», – 72 мм, объем 733 см3.
Показатель максимальной мощности колеблется в пределах 45–47 л. с. За 1 час расходуется до 13 л горючего. Мотор может работать на доступных, недорогих топливных смесях. Масса составляет 62–65 кг.





