Ветерок 8 м Характеристики Расход Топлива • Система охлаждения
Доработка и модернизация мотора «Ветерок» — вариант №1 • Демонтаж коленвала начинается со снятия съемником, прилагаемым в ЗИП, крышки картера.
Технические характеристики «Ветерок-12»
Существенным недостатком карбюратора мотора «Ветерок-8» является отсутствие противопламенной сетки на всасывающем патрубке, что может быть причиной пожара на лодке. Я поставил кольцо-насадку с сеткой.
Форум Хабаровска — 27R.Ru — 27 Регион
М765
ну насчет мотоголовки врядли я настолько буду фанатеть)
мотолодку курю, с завтра сажусь за разборку
MultikЛеша, завязывай, ну можешь ты позволить ссебе тоху на рад за тебя, а я не могу, при этом я не так отчаяно рыбачу как ты, мне 5 км вверх и хватит.
М765 Он живет тут Сообщения: 4312 Зарегистрирован: 13 июл 2004, 09:35 Благодарил (а): 28 раз Поблагодарили: 49 раз
Лодочный мотор Ветерок 8
Лодочный мотор Ветерок-8 Годы выпуска с 1964 по 2008 Страна выпуска СССР Россия Заводы Ульяновский моторный завод Серийность массовый Тип двигателя Двухтактный карбюраторный Мощность двигателя 8 л. Первая существенная модернизация произошла в 1978 году, в результате которой мотор Ветерок-8 был оснащен электронным бесконтактным магнето, снабжённым генераторной катушкой, обеспечивающей работу сигнальных огней лодки, суммарной мощностью до 30 Вт.
Система охлаждения – Ветерок-8у и ветерок-8ру
Чтобы горючая смесь проходила с наименьшим сопротивлением, нужно добиться как можно более полного совпадения контуров прокладки и продувочных каналов, которые имеются в блоке цилиндров и разных частях картера. Сама муфта включает в состав два элемента один из них является ведущей шестерней холостого хода и крепится штифтом к вертикальному валу, а ведомый компонент передвигается по ведущим шлицам посредством вилки.
Внешний вид Система зажигания
| Владельцы Ветерок 8М, отзовитесь — Форум Хабаровска — 27 Регион Технические условия производителя указывали, что Ветерок 8 должен использоваться на лодках с высотой транца от 38 см, а работа мотора должна выполняться на глубине минимум 50 см. Приготовьте два листа плотной бумаги размером приблизительно 10 X 10 см и напишите на них номера или названия цилиндров и порядковые номера поршневых колец, считая от дефлектора поршня. |
Ветерок 8 или китай?
Wellcom а бюджет то какой? За 25 можно взять Ветерка который отходит лет 10 и запчастей не потребует.
Вот вариант мне очень нравится. Был бы мне подобный мотор нужен, купил бы!
https://forum.motorka.org/threads/24695/
Последний раз редактировалось Andrey_3_1; 17.01.2019 в 17:53 .
17.01.2019 19:06 #122
Сообщений 22,392
Не, Ветерок запарил меня за прошлый сезон. Хоть был в хорошей сохранности.- Свечи, катушка, клапана, помпа. почти весь его изучил и обновил слабые места навеерное под конец. и быстро продался даже несмотря на позднюю осень. .
Зимой думал найдется чтонить повыгодней типа Мерк-тоха 5, тыс30-40, такой чтобы быстро можно продать летом если непотянет мою посудину на глиссе. У них штатный винт с шагом 8, мне бы 7 лучше, но стоит он вроде 5400
17.01.2019 19:24 #123
Адрес: Москва Люблино Сообщений 115,117
На Тохо-мерки вроде куча неоригинальных винтов, от Соласов до дешманских китайских ноунеймов
На днях видел, на Русфишинге новый оригинал за 3200 отдают. Но тож 8
17.01.2019 19:29 #124
Сообщений 22,392
Еще резьба встроеного бака у них болезнь, -бак 4500, крышка вроде 1500. и на али нету чтоб дешевле
17.01.2019 19:33 #125
Адрес: Братск Сообщений 3,541
Сообщение от Wellcom
Не, Ветерок запарил меня за прошлый сезон. Хоть был в хорошей сохранности.- Свечи, катушка, клапана, помпа. почти весь его изучил и обновил слабые места навеерное под конец. и быстро продался даже несмотря на позднюю осень. .
Зимой думал найдется чтонить повыгодней типа Мерк-тоха 5, тыс30-40, такой чтобы быстро можно продать летом если непотянет мою посудину на глиссе. У них штатный винт с шагом 8, мне бы 7 лучше, но стоит он вроде 5400
У меня щас яму 5ку за 40 продают..
17.01.2019 19:36 #126
Сообщений 22,392
Сообщение от Max_Br
У меня щас яму 5ку за 40 продают..
Замечено что яма тянет хуже тохомерка
17.01.2019 21:01 #127
Адрес: Самара Сообщений 7,363
Сообщение от Wellcom
Не, Ветерок запарил меня за прошлый сезон..
Вот как так? Три Ветерка было, гонял в хвост и гриву и ничего с ними не делал! Даже крыльчатку не трогал, только сальники на редукторе. И то это на одном моторе. А в другие тупо нигрол заливал и пофиг на эмульсию.
12-шку загубил сам — решил выпендриться и лить масло импортное 1:50. Шатун расплавил. Поменял шатун, и несмотря на посиневший коленвал, с нормальной порцией масла мотор ещё немало побегал, пока смена ему не пришла.
17.01.2019 22:38 #128
Адрес: Москва Люблино Сообщений 115,117
Андрей, ты просто заговорённый )
У тебя и Жигули не ломались )
17.01.2019 23:06 #129
Сообщений 22,392
Был оптимистом когда купил ветерок. Лет 25 назад катался на 8э, вроде без проблем, хотя в то время я ни чего кроме как выкрутить свечку -более сложного ремонта не представлял. Думал этот 8м лучше будет
18.01.2019 01:43 #130
Адрес: Братск Сообщений 3,541
Сообщение от Wellcom
Замечено что яма тянет хуже тохомерка
Может) яма 5 просто когда то у меня была. Даоих по 75 кг на глиссе 22 кмч на лодке 290й. А в одного 26 кмч
18.01.2019 12:11 #131
Адрес: Самара Сообщений 7,363
Сообщение от Костян 65
Re: Владельцы Ветерок 8М, отзовитесь
Однажды я был свидетелем, как владелец Ветерка потерял выходной день только потому, что не мог снять винт со срезанным штифтом наличие продольных пазов в ступице винта не помогает, так как не всегда удается повернуть винт на валике. Украдут- не так жалко Встал вопрос а к кому можно в Москве или в ближайшем окружении обратиться, чтобы помогли сделать ему техобслуживание, отрегулировать заводимость и т.
Скайп. Ветерок-8у и ветерок-8ру
Учитывая менталитет Русского народа, а именно всем известную любовь к быстрой езде, ульяновцы сразу после запуска в серию восьмёрки начали подумывать о создании нового, более мощного мотора. Но правда тут стоит учесть то, что у меня 100 времени эксплуатации это морская, соленая вода, а в пресной коррозия не так сильно, агрессивно и быстро воздействует на детали двигателя.
Drovs Система охлаждения
| Ветерок 8 или. Wellcom а бюджет то какой? За 25 можно взять Ветерка который отходит лет 10 и запчастей не потребует. Вот вариант мне очень нравится. Страница 7 Держа бензопроводный шланг в левой руке и прижимая штуцер наконечника к шарику в соединительной муфте шланга, я одновременно нажимаю на подкачивающую грушу; при этом из наконечника появляется тонкая сильная струя, глубоко проникающая в карбюратор. При фазе выпуска в 140 волна давления должна пройти туда и обратно по выхлопному тракту за время, в течение которого коленчатый вал повернется на угол γ равный γ 140 угол поворота до нижней мертвой точки 20 140 90 50. |
| Устранение заводских огрехов нового мотора; Ветерок-8М. Характеристики карбюратора мотора Ветерок-8 также немного отличались, в конструкции использовалась воздушная заслонка для пуска и устроен перемещаемый основной жиклёр. Лодочный мотор Ветерок-8 вышел самым малошумным двигателем из всех существующих моделей отечественного производства, причём эти показатели даже по сегодняшним меркам впечатляют. |
Устройство подводной конструкции • К счастью, мы не первый год этим занимаемся, и через два часа все наши старания увенчались успехом двигатель завелся.
Разборка и сборка двигателя «Ветерков»
Для уменьшения нагарообразования камеру сгорания головки блока и дефлектор поршня лучше всего отполировать. Затем осмотрите каналы водяного охлаждения на головке и цилиндре. Если в них образовался большой слой накипи, ее необходимо счистить отверткой или любым другим подходящим инструментом и промыть эти каналы чистой водой.
Доработка и модернизация мотора «Ветерок» — вариант №1
В конструкции этого, в общем, отличного мотора имеются мелкие недоработки, которые несложно устранить самому.
Несмотря на то, что у лодочного мотора «Ветерок» имеется в наличии специальный винт в поплавковой камере карбюратора, слить оттуда бензин не так-то просто — для этого приходится снимать карбюратор.
Я просверлил отверстие в поддоне кожуха мотора «Ветерок» напротив указанного винта и поставил в него латунный винт с барашком. Сливать отстой стало гораздо удобнее.
Винт в поддоне кожуха мотора «Ветерок».
Читайте также: Регулировка карбюратора лодочного мотора Ветерок
Хотя регулировочный винт главного жиклера имеет накатку на головке, регулировка возможна только с применением отвертки. Во время работы мотора это не очень удобно, тем более что винт находится в глубине поддона. Кроме того, неизвестно, насколько открыт жиклер.
Я напаял на иглу жиклера удлинитель с головкой в виде маховичка, которую можно поворачивать пальцами. На маховичке нанесены риски, благодаря которым можно контролировать степень открытия жиклера.
Удлинитель иглы главного жиклера карбюратора.
Регулировка газа и опережения зажигания не такая плавная, как, например, у «Москвы». Требуется приложить очень большое усилие, чтобы рычаг начал открывать дроссель, поэтому средние обороты держать трудно — либо малый ход, либо полный. Немного спилив горб рычага, я добился более плавной регулировки.
Существенным недостатком карбюратора мотора «Ветерок-8» является отсутствие противопламенной сетки на всасывающем патрубке, что может быть причиной пожара на лодке. Я поставил кольцо-насадку с сеткой.

Противопламенная сетка на всасывающем патрубке карбюратора.
Серьезным дефектом конструкции является неудачное крепление гребного винта на валу. Срезаемый штифт, как правило, оставляет заусенец, который слегка изгибается, и снять винт или просто повернуть его иной раз чрезвычайно трудно. Однажды я был свидетелем, как владелец «Ветерка» потерял выходной день только потому, что не мог снять винт со срезанным штифтом (наличие продольных пазов в ступице винта не помогает, так как не всегда удается повернуть винт на валике).

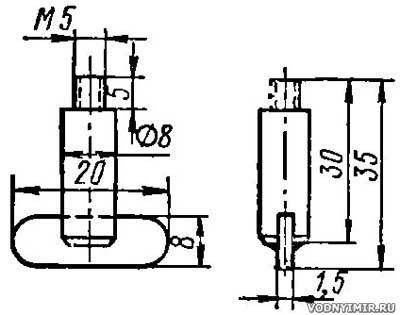
Съемник гребного винта мотора «Ветерок».
Простой съемник, показанный на эскизе, значительно упрощает эту операцию. Рекомендую спилить все приливы на винте, образовавшиеся в процессе литья и вызывающие вредные завихрения потока, а заодно и отполировать винт и всю подводную часть дейдвуда. Мне это позволило на 2 км/час повысить скорость лодки. Непонятно, почему элементарной доводкой винта не занимается завод-изготовитель.
При запуске холодного мотора прикрытие воздушной заслонки помогает плохо, поэтому я сделал специальный наконечник к шлангу для впрыска топлива в диффузор карбюратора.
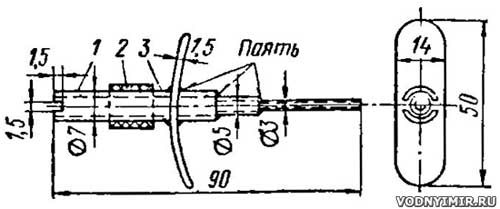
Наконечник для впрыска смеси в карбюратор.
Re: Владельцы Ветерок 8М, отзовитесь
Обойма средней опоры коленчатого вала вынимается из картера вместе с коленчатым валом, после чего разбирается разъём в плоскости оси вращения и снимается с вала. Мощность мотора зависит от скорости, с которой в нем наполняется картер, происходит продувка, выхлоп и другие этапы, а также от степени механического трения деталей.
Отзывы… Система зажигания
Разъем верхнего 27 и нижнего 29 кожухов мотора выполнен в плоскости свечи нижнего цилиндра, что позволяет без снятия нижнего кожура вывертывать свечи и снимать карбюратор и бензонасос. Выносливость и долговечность мотора Ветерок-12 подтверждена не только эффективной системой охлаждения и качественной сборкой, но и 500-часовыми эксплуатационными испытаниями на специальном стенде.
Разборка и сборка двигателя “Ветерков”
Подвесные моторы серии «Ветерок» — одни из самых распространенных в стране моторов средней мощности. Выпуск «Ветерков» (восьмисильная модель) Ульяновским моторным заводом был начат в 1965 году и, конечно, за 8 лет эксплуатации многие из них приходилось ремонтировать.
Процесс разборки самого сложного узла мотора — двигателя довольно сложен: требуются специальные съемники и приспособления, которые не входят в ЗИП, да и сведения по разборке мотора, приведенные в инструкции, носят самый общий характер.
По многочисленным способам читателей работник Ульяновского завода Б. И. Черненькое знакомит владельцев моторов «Ветерок» с правильной разборкой и сборкой двигателя.
Разборка и сборка двигателя “Ветерков”
Приступая к работе, подготовьте место для разборки, необходимый инструмент и приспособления. Рекомендуется все работы проводить в закрытом помещении или, если это невозможно, в защищенном от ветра месте. Все снимаемые с мотора узлы и детали складываются в определенном порядке на чистый лист плотной бумаги или картона или на кусок материи (желательно светлого тона) размером приблизительно 60 X 60 см.
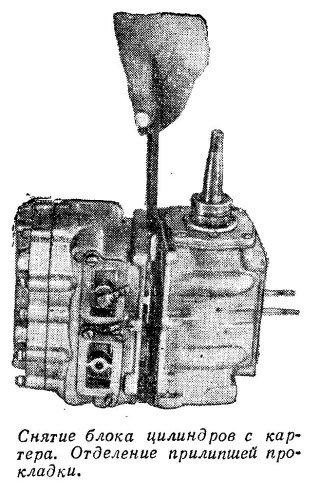
Разборку кривошипно-шатунного механизма рекомендуется производить лишь в случае появления стуков, поломки каких-либо деталей или заклинивания двигателя. Чтобы получить доступ к механизму, необходимо, согласно указаниям «Инструкции по эксплуатации и обслуживанию моторов «Ветерок», снять верхний кожух, карбюратор, бензонасос, впускной патрубок с пусковым механизмом, клапанную перегородку, маховик, панель магнето, кулачок прерывателя со шпонкой, свечи зажигания. Снимая детали, старайтесь не повредить паронитовые прокладки. Если прокладка прилипла одновременно к двум поверхностям, аккуратно отсоедините ее ножом. После этого, отвернув 8 винтов крепления, отсоедините двигатель от дейдвуда и снимите его с мотора.
Разборку двигателя следует начинать со снятия блока цилиндров, для чего предварительно надо отвернуть 6 крепежных винтов. Блок отделяется от картера легкими ударами медного или алюминиевого молотка по приливам вставки и крышки выхлопа. При этом весь двигатель надо поддерживать на весу так, чтобы блок цилиндров находился внизу. После того, как блок цилиндров сдвинулся и прокладка освобождена, руками раздвиньте картер и блок цилиндров до полного выхода поршней с кольцами из цилиндров.

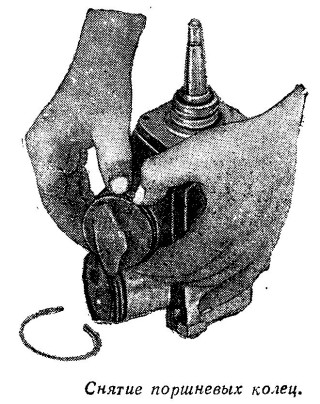
Нанесите краской или острием ножа метки на поршнях и шатунах, обозначив их принадлежность к верхнему или нижнему цилиндрам. Приготовьте два листа плотной бумаги размером приблизительно 10 X 10 см и напишите на них номера или названия цилиндров и порядковые номера поршневых колец, считая от дефлектора поршня. Взявшись большими пальцами за края замка кольца, а указательными упираясь в кольцо с противоположной стороны, осторожно разведите его так, чтобы оно вышло из своей канавки, снимите и закрепите его на листе против индекса его порядкового номера.
Таким же образом поступите со всеми остальными поршневыми кольцами.
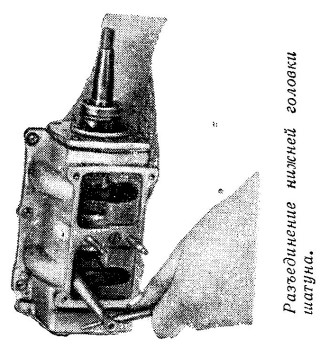
Для снятия шатунов коленчатый вал проворачивается так, чтобы оба шатунных болта показались во впускном отверстии. Затем эти болты отворачиваются торцовым ключом и крышки нижней головки шатунов извлекаются через впускное окно.
Чтобы не перепутать иглы шатунных подшипников разных цилиндров, лучше сложить их в отдельные бумажные пакетики, надписав, к какому шатуну они относятся. Обязательно сразу же поставьте крышки на соответствующие шатуны с тем, чтобы их в дальнейшем не путать; при этом следите, чтобы метки на шатуне и его крышке были на одной стороне.
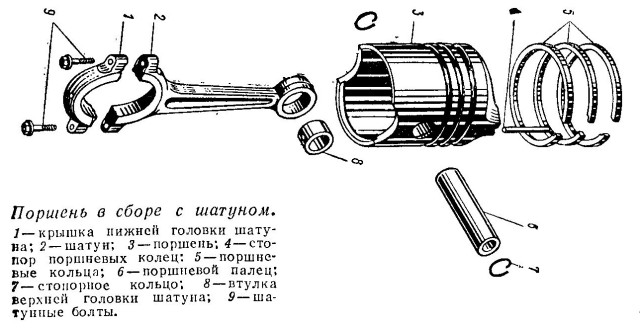
Перед снятием поршневого пальца из канавок необходимо вынуть стопорные кольца. Вынимаются они за носик кольца плоскогубцами или отверткой.
Выпрессовать палец можно двумя способами: выбить специальной выколоткой либо вынуть, нагрев поршень примерно до 100° С в воде или на открытом огне. Из прогретого поршня палец выходит без усилия. Пальцы также необходимо разметить по принадлежности их к определенному поршню.
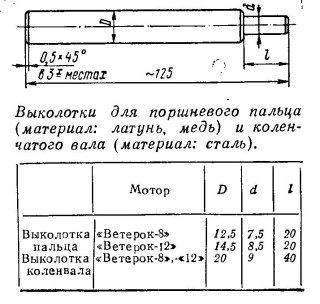
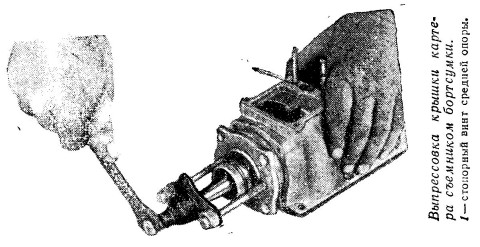
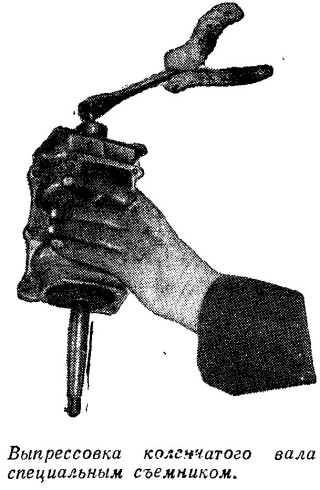
Демонтаж коленвала начинается со снятия съемником, прилагаемым в ЗИП, крышки картера. Затем отворачивается винт, расположенный на плоскости картера в углублении под впускной патрубок. Выпрессовку вала из картера можно производить, нагрев картер до 100° С, или же с помощью специального съемника. Съемник приворачивается к картеру со стороны нижней плоскости четырьмя винтами М6. Если у вас нет съемника, можно воспользоваться и выколоткой. Удары молотком наносятся по концу выколотки, вставленной в нижний конец вала.
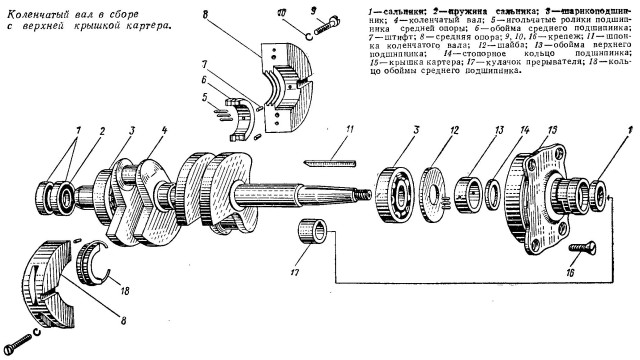
Для снятия средней опоры вала отверните два винта 9 и рассоедините верхнюю 19 и нижнюю 8 половинки опоры. После этого, сняв с помощью отвертки кольцо 18, разъедините половинки обоймы подшипника 6. Иглы подшипника сложите в отдельный бумажный пакетик. Чтобы не растерялись детали опоры, соберите ее снова отдельно от вала.
Нижний подшипник 3 коленчатого вала выпрессовывается специальным съемником или с помощью подручных средств, как и любой подшипник вала. Верхний подшипник остается в крышке картера. Выпрессовывать его надо со стороны сальника крышки картера специальной выколоткой так, чтобы не повредить детали 12, 13, 14 верхнего игольчатого подшипника. Эти детали установлены по посадке скольжения и после выпрессовки подшипника 3 легко извлекаются из крышки картера. Иглы этого подшипника также сложите в отдельный пакетик.
Сальники не рекомендуется выпрессовывать из своих гнезд, так как после выпрессовки они, как правило, становятся негодными для дальнейшего употребления. Пригодность сальника для дальнейшей работы можно проверить, вставив в сальник шейку вала и залив с внутренней стороны сальника керосин. Если с наружной стороны на валу появляются следы керосина — сальник требует замены.

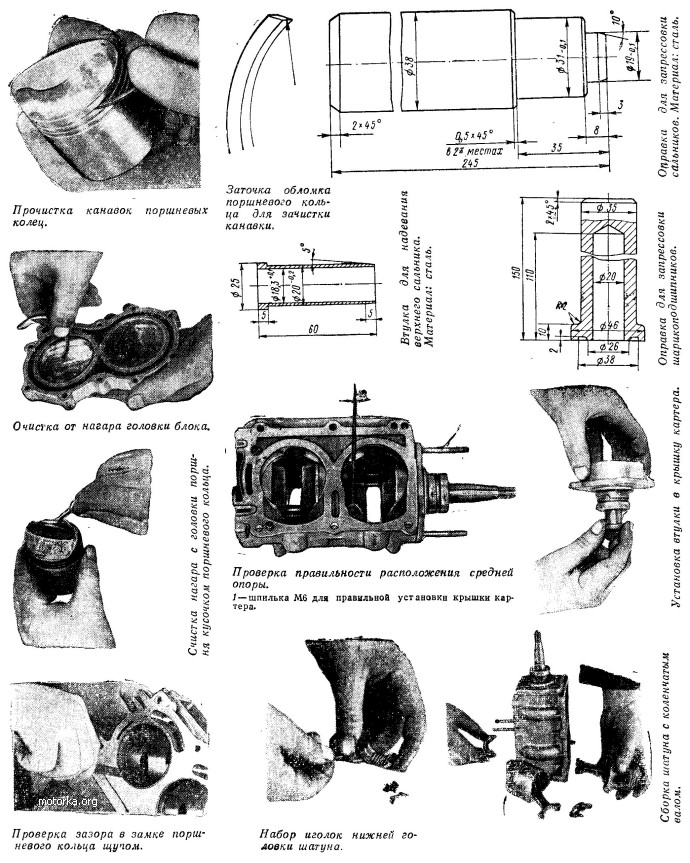

После разборки двигателя необходимо тщательно осмотреть все основные детали и особенно подшипники и поверхности трения для определения их дальнейшей работоспособности. Сняв с блока цилиндров головку 1, вставки 21, крышки блока 10, очистите от нагара камеру сгорания, поршень и выхлопную полость цилиндра, особенно выхлопные окна. Очистку от нагара лучше всего производить старым поршневым кольцом, а затем мелкой шкуркой.
Для уменьшения нагарообразования камеру сгорания головки блока и дефлектор поршня лучше всего отполировать. Затем осмотрите каналы водяного охлаждения на головке и цилиндре. Если в них образовался большой слой накипи, ее необходимо счистить отверткой или любым другим подходящим инструментом и промыть эти каналы чистой водой.
Блок цилиндров необходимо заменить, если цилиндры сильно изношены, а на их зеркалах имеются глубокие задиры или трещины. Износ цилиндра можно определить и по наличию уступа у верхнего торца гильзы. Если этот уступ резко выражен, то двигатель будет работать, но мощность его понизится. Замена блока цилиндров производится в сборе с картером, так как при изготовлении они проходят совместную механическую обработку и возможно несовпадение их посадочных поверхностей.
На коренных и шатунных шейках коленчатого вала, на внутренних поверхностях головок шатуна и обойм подшипника средней опоры, на торцах этих поверхностей, на иглах и поршневом пальце не должно быть следов выработки, резкого посинения, выкрашивания и других дефектов. У годных для дальнейшей эксплуатации деталей цвет рабочих поверхностей должен быть или светлый, или несколько сероватый.
Износ шатунных шеек и игл нижней головки шатуна можно оценить по суммарному зазору между иглами в собранном узле. Величина зазора не должна превышать половины диаметра иглы, т. е. 1,25 мм. Проверить это можно любым стержнем диаметром не более 1,25 мм через смазочное отверстие шатуна. В зоне работы сальников вал должен быть блестящим без выработки. Острые концы игл могут иметь небольшой износ. В коренных шарикоподшипниках следует тщательно проверить, нет ли выкрошивания на рабочих поверхностях обойм и шариков. Подшипник должен свободно вращаться, без заеданий и потрескиваний.
В теле поршня, особенно на бобышках поршневого пальца, не должно быть трещин. Не допускаются также выработка и задиры в отверстиях под поршневой палец. Канавки под поршневые кольца прочищаются от нагара заостренным куском негодного поршневого кольца.
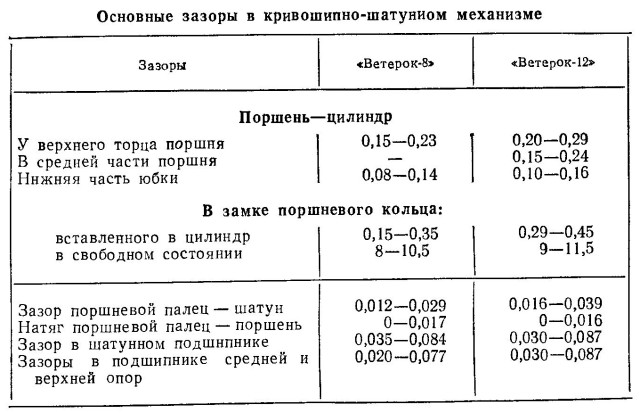
При залегании кольца, что происходит при сильном нагарообразовании, для извлечения его из канавки можно рекомендовать следующий способ: положите поршень в банку с керосином и оставьте его там на сутки, после чего осторожно, не повреждая торцов канавки, с помощью отвертки, при легком постукивании по кольцу, извлеките его целиком или, в крайнем случае, по частям. Потемнение наружной поверхности поршня говорит о прорывах газов и плохом прилегании колец к зеркалу цилиндра. Новые поршневые кольца должны иметь исправный замок и свободно размещаться в канавках поршня с зазором между торцом кольца и торцом канавки 0,05—0,08 мм. При подборе колец по диаметру цилиндра кольца поочередно заводят в цилиндр и устанавливают у верхнего, рабочего торца и на свет просматривают зазор между кольцом и стенкой. При хорошем прилегании просвета не будет. Кроме того, с помощью щупа проверяется зазор в замке кольца — он не должен превышать 0,15—0,35 мм.
Сальники, как уже отмечалось, не следует без надобности выпрессовывать из своих гнезд. Они подлежат замене при большом износе рабочей кромки, либо когда резина сальника надорвана или затвердела.
Все остальные детали кривошипно-шатунного механизма, как правило, специального осмотра не требуют. Надо лишь перед началом сборки тщательно промыть их в бензине.
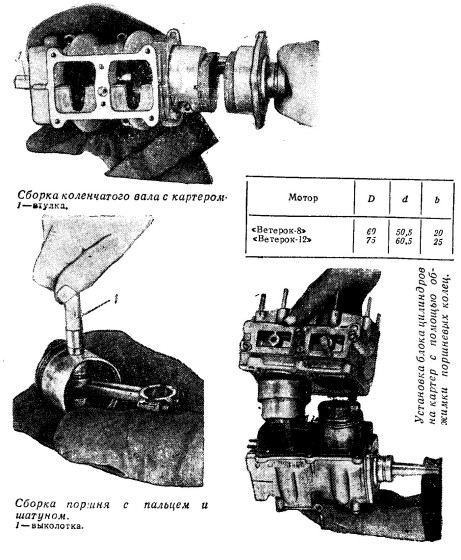
Сборка кривошипно-шатунного механизма начинается с установки на коленчатый вал нижнего подшипника 3 деталей 5—10, 18, 19 средней опоры. Для того чтобы иглы 5 подшипника средней опоры не выпадали из половинок обойм 6, на внутреннюю поверхность обойм наносится слой вязкой смазки (солидола, вазелина), на смазку устанавливаются иглы по 14 штук в каждую половину и детали опоры собираются на валу. Опора должна быть собрана на валу так, чтобы прорезь была обращена к его длинному концу. Затем собирается с применением вязкой смазки крышка картера 15. После запрессовки в нее шарикоподшипника 3 со стороны сальника устанавливается специальная втулка 5 для предохранения сальника при напрессовке крышки на вал. Прокладка крышки картера приклеивается к ней солидолом, чтобы не сдвигалась при сборке. Коленчатый вал устанавливается в картер, нагретый до 100° С. При установке вала ео стороны сальников вставляется предохранительная втулка, а средняя опора разворачивается так, чтобы ее паз расположился с той же стороны, что и отверстие под стопорный винт в картере. Правильность расположения средней опоры в картере проверяется пластинкой — щупом толщиной 1,6—2,0 мм.
Следует также завернуть направляющие шпильки, чтобы сразу же сориентировать крышку картера по отверстиям для ее крепления. При неправильном расположении средней опоры в картере ее с помощью оправки и молотка смещают в ту или другую сторону. После этого устанавливается и затягивается стопорный винт. Затем устанавливают и затягивают винты крышки картера.
Для дальнейшей сборки необходимо дать картеру остыть до нормальной температуры. После прогрева поршня поршневой палец с помощью специальной оправки вводится в отверстия бобышек поршня, нагретого до 100″ С и заранее установленного между бобышками шатуна, и фиксируется там стопорными кольцами.
Сборка шатунного подшипника аналогична сборке подшипника средней опоры и выполняется также С применением вязкой смазки.
Метки на стержне и крышке шатуна должны находиться с одной стороны. Шатунные болты завертываются поочередно, сначала от руки, а потом ключом с помощью воротка. Затянув болты, через отверстия для смазки в шатуне шилом или иглой проверьте подвижность иголок и правильность сборки. При сборке необходимо обратить внимание на положение поршня: дефлектор своей крутой частью должен быть развернут в сторону продувочных каналов цилиндра.
Перед сборкой картера с цилиндром на поршни устанавливаются поршневые кольца. Носик в замке среднего кольца разворачивается в обратную сторону по отношению к замкам верхнего и нижнего колец. Блок цилиндров одевается на поршни с кольцами при помощи специальной обжимки поршневых колец.
После того, как блок цилиндров «одет» на поршни, обжимки вынимаются (через прорезь обжимки проходит стержень шатуна), блок осаживается до прилегания к картеру, на который уложена уплотняющая прокладка, устанавливается на штифты и затягивается крепежными винтами.
Дальнейшая сборка и установка собранного узла на мотор, а также сборка мотора не представляют трудностей и осуществляются в порядке, обратном разборке, согласно инструкции.
Разборка и сборка двигателя “Ветерков”
Подвесные моторы серии «Ветерок» — одни из самых распространенных в стране моторов средней мощности. Выпуск «Ветерков» (восьмисильная модель) Ульяновским моторным заводом был начат в 1965 году и, конечно, за 8 лет эксплуатации многие из них приходилось ремонтировать.
Процесс разборки самого сложного узла мотора — двигателя довольно сложен: требуются специальные съемники и приспособления, которые не входят в ЗИП, да и сведения по разборке мотора, приведенные в инструкции, носят самый общий характер.
По многочисленным способам читателей работник Ульяновского завода Б. И. Черненькое знакомит владельцев моторов «Ветерок» с правильной разборкой и сборкой двигателя.
Разборка и сборка двигателя “Ветерков”
Приступая к работе, подготовьте место для разборки, необходимый инструмент и приспособления. Рекомендуется все работы проводить в закрытом помещении или, если это невозможно, в защищенном от ветра месте. Все снимаемые с мотора узлы и детали складываются в определенном порядке на чистый лист плотной бумаги или картона или на кусок материи (желательно светлого тона) размером приблизительно 60 X 60 см.
Разборку кривошипно-шатунного механизма рекомендуется производить лишь в случае появления стуков, поломки каких-либо деталей или заклинивания двигателя. Чтобы получить доступ к механизму, необходимо, согласно указаниям «Инструкции по эксплуатации и обслуживанию моторов «Ветерок», снять верхний кожух, карбюратор, бензонасос, впускной патрубок с пусковым механизмом, клапанную перегородку, маховик, панель магнето, кулачок прерывателя со шпонкой, свечи зажигания. Снимая детали, старайтесь не повредить паронитовые прокладки. Если прокладка прилипла одновременно к двум поверхностям, аккуратно отсоедините ее ножом. После этого, отвернув 8 винтов крепления, отсоедините двигатель от дейдвуда и снимите его с мотора.
Разборку двигателя следует начинать со снятия блока цилиндров, для чего предварительно надо отвернуть 6 крепежных винтов. Блок отделяется от картера легкими ударами медного или алюминиевого молотка по приливам вставки и крышки выхлопа. При этом весь двигатель надо поддерживать на весу так, чтобы блок цилиндров находился внизу. После того, как блок цилиндров сдвинулся и прокладка освобождена, руками раздвиньте картер и блок цилиндров до полного выхода поршней с кольцами из цилиндров.
Нанесите краской или острием ножа метки на поршнях и шатунах, обозначив их принадлежность к верхнему или нижнему цилиндрам. Приготовьте два листа плотной бумаги размером приблизительно 10 X 10 см и напишите на них номера или названия цилиндров и порядковые номера поршневых колец, считая от дефлектора поршня. Взявшись большими пальцами за края замка кольца, а указательными упираясь в кольцо с противоположной стороны, осторожно разведите его так, чтобы оно вышло из своей канавки, снимите и закрепите его на листе против индекса его порядкового номера.
Таким же образом поступите со всеми остальными поршневыми кольцами.
Для снятия шатунов коленчатый вал проворачивается так, чтобы оба шатунных болта показались во впускном отверстии. Затем эти болты отворачиваются торцовым ключом и крышки нижней головки шатунов извлекаются через впускное окно.
Чтобы не перепутать иглы шатунных подшипников разных цилиндров, лучше сложить их в отдельные бумажные пакетики, надписав, к какому шатуну они относятся. Обязательно сразу же поставьте крышки на соответствующие шатуны с тем, чтобы их в дальнейшем не путать; при этом следите, чтобы метки на шатуне и его крышке были на одной стороне.
Перед снятием поршневого пальца из канавок необходимо вынуть стопорные кольца. Вынимаются они за носик кольца плоскогубцами или отверткой.
Выпрессовать палец можно двумя способами: выбить специальной выколоткой либо вынуть, нагрев поршень примерно до 100° С в воде или на открытом огне. Из прогретого поршня палец выходит без усилия. Пальцы также необходимо разметить по принадлежности их к определенному поршню.
Демонтаж коленвала начинается со снятия съемником, прилагаемым в ЗИП, крышки картера. Затем отворачивается винт, расположенный на плоскости картера в углублении под впускной патрубок. Выпрессовку вала из картера можно производить, нагрев картер до 100° С, или же с помощью специального съемника. Съемник приворачивается к картеру со стороны нижней плоскости четырьмя винтами М6. Если у вас нет съемника, можно воспользоваться и выколоткой. Удары молотком наносятся по концу выколотки, вставленной в нижний конец вала.
Для снятия средней опоры вала отверните два винта 9 и рассоедините верхнюю 19 и нижнюю 8 половинки опоры. После этого, сняв с помощью отвертки кольцо 18, разъедините половинки обоймы подшипника 6. Иглы подшипника сложите в отдельный бумажный пакетик. Чтобы не растерялись детали опоры, соберите ее снова отдельно от вала.
Нижний подшипник 3 коленчатого вала выпрессовывается специальным съемником или с помощью подручных средств, как и любой подшипник вала. Верхний подшипник остается в крышке картера. Выпрессовывать его надо со стороны сальника крышки картера специальной выколоткой так, чтобы не повредить детали 12, 13, 14 верхнего игольчатого подшипника. Эти детали установлены по посадке скольжения и после выпрессовки подшипника 3 легко извлекаются из крышки картера. Иглы этого подшипника также сложите в отдельный пакетик.
Сальники не рекомендуется выпрессовывать из своих гнезд, так как после выпрессовки они, как правило, становятся негодными для дальнейшего употребления. Пригодность сальника для дальнейшей работы можно проверить, вставив в сальник шейку вала и залив с внутренней стороны сальника керосин. Если с наружной стороны на валу появляются следы керосина — сальник требует замены.
После разборки двигателя необходимо тщательно осмотреть все основные детали и особенно подшипники и поверхности трения для определения их дальнейшей работоспособности. Сняв с блока цилиндров головку 1, вставки 21, крышки блока 10, очистите от нагара камеру сгорания, поршень и выхлопную полость цилиндра, особенно выхлопные окна. Очистку от нагара лучше всего производить старым поршневым кольцом, а затем мелкой шкуркой.
Для уменьшения нагарообразования камеру сгорания головки блока и дефлектор поршня лучше всего отполировать. Затем осмотрите каналы водяного охлаждения на головке и цилиндре. Если в них образовался большой слой накипи, ее необходимо счистить отверткой или любым другим подходящим инструментом и промыть эти каналы чистой водой.
Блок цилиндров необходимо заменить, если цилиндры сильно изношены, а на их зеркалах имеются глубокие задиры или трещины. Износ цилиндра можно определить и по наличию уступа у верхнего торца гильзы. Если этот уступ резко выражен, то двигатель будет работать, но мощность его понизится. Замена блока цилиндров производится в сборе с картером, так как при изготовлении они проходят совместную механическую обработку и возможно несовпадение их посадочных поверхностей.
На коренных и шатунных шейках коленчатого вала, на внутренних поверхностях головок шатуна и обойм подшипника средней опоры, на торцах этих поверхностей, на иглах и поршневом пальце не должно быть следов выработки, резкого посинения, выкрашивания и других дефектов. У годных для дальнейшей эксплуатации деталей цвет рабочих поверхностей должен быть или светлый, или несколько сероватый.
Износ шатунных шеек и игл нижней головки шатуна можно оценить по суммарному зазору между иглами в собранном узле. Величина зазора не должна превышать половины диаметра иглы, т. е. 1,25 мм. Проверить это можно любым стержнем диаметром не более 1,25 мм через смазочное отверстие шатуна. В зоне работы сальников вал должен быть блестящим без выработки. Острые концы игл могут иметь небольшой износ. В коренных шарикоподшипниках следует тщательно проверить, нет ли выкрошивания на рабочих поверхностях обойм и шариков. Подшипник должен свободно вращаться, без заеданий и потрескиваний.
В теле поршня, особенно на бобышках поршневого пальца, не должно быть трещин. Не допускаются также выработка и задиры в отверстиях под поршневой палец. Канавки под поршневые кольца прочищаются от нагара заостренным куском негодного поршневого кольца.
При залегании кольца, что происходит при сильном нагарообразовании, для извлечения его из канавки можно рекомендовать следующий способ: положите поршень в банку с керосином и оставьте его там на сутки, после чего осторожно, не повреждая торцов канавки, с помощью отвертки, при легком постукивании по кольцу, извлеките его целиком или, в крайнем случае, по частям. Потемнение наружной поверхности поршня говорит о прорывах газов и плохом прилегании колец к зеркалу цилиндра. Новые поршневые кольца должны иметь исправный замок и свободно размещаться в канавках поршня с зазором между торцом кольца и торцом канавки 0,05—0,08 мм. При подборе колец по диаметру цилиндра кольца поочередно заводят в цилиндр и устанавливают у верхнего, рабочего торца и на свет просматривают зазор между кольцом и стенкой. При хорошем прилегании просвета не будет. Кроме того, с помощью щупа проверяется зазор в замке кольца — он не должен превышать 0,15—0,35 мм.
Сальники, как уже отмечалось, не следует без надобности выпрессовывать из своих гнезд. Они подлежат замене при большом износе рабочей кромки, либо когда резина сальника надорвана или затвердела.
Все остальные детали кривошипно-шатунного механизма, как правило, специального осмотра не требуют. Надо лишь перед началом сборки тщательно промыть их в бензине.
Сборка кривошипно-шатунного механизма начинается с установки на коленчатый вал нижнего подшипника 3 деталей 5—10, 18, 19 средней опоры. Для того чтобы иглы 5 подшипника средней опоры не выпадали из половинок обойм 6, на внутреннюю поверхность обойм наносится слой вязкой смазки (солидола, вазелина), на смазку устанавливаются иглы по 14 штук в каждую половину и детали опоры собираются на валу. Опора должна быть собрана на валу так, чтобы прорезь была обращена к его длинному концу. Затем собирается с применением вязкой смазки крышка картера 15. После запрессовки в нее шарикоподшипника 3 со стороны сальника устанавливается специальная втулка 5 для предохранения сальника при напрессовке крышки на вал. Прокладка крышки картера приклеивается к ней солидолом, чтобы не сдвигалась при сборке. Коленчатый вал устанавливается в картер, нагретый до 100° С. При установке вала ео стороны сальников вставляется предохранительная втулка, а средняя опора разворачивается так, чтобы ее паз расположился с той же стороны, что и отверстие под стопорный винт в картере. Правильность расположения средней опоры в картере проверяется пластинкой — щупом толщиной 1,6—2,0 мм.
Следует также завернуть направляющие шпильки, чтобы сразу же сориентировать крышку картера по отверстиям для ее крепления. При неправильном расположении средней опоры в картере ее с помощью оправки и молотка смещают в ту или другую сторону. После этого устанавливается и затягивается стопорный винт. Затем устанавливают и затягивают винты крышки картера.
Для дальнейшей сборки необходимо дать картеру остыть до нормальной температуры. После прогрева поршня поршневой палец с помощью специальной оправки вводится в отверстия бобышек поршня, нагретого до 100″ С и заранее установленного между бобышками шатуна, и фиксируется там стопорными кольцами.
Сборка шатунного подшипника аналогична сборке подшипника средней опоры и выполняется также С применением вязкой смазки.
Метки на стержне и крышке шатуна должны находиться с одной стороны. Шатунные болты завертываются поочередно, сначала от руки, а потом ключом с помощью воротка. Затянув болты, через отверстия для смазки в шатуне шилом или иглой проверьте подвижность иголок и правильность сборки. При сборке необходимо обратить внимание на положение поршня: дефлектор своей крутой частью должен быть развернут в сторону продувочных каналов цилиндра.
Перед сборкой картера с цилиндром на поршни устанавливаются поршневые кольца. Носик в замке среднего кольца разворачивается в обратную сторону по отношению к замкам верхнего и нижнего колец. Блок цилиндров одевается на поршни с кольцами при помощи специальной обжимки поршневых колец.
После того, как блок цилиндров «одет» на поршни, обжимки вынимаются (через прорезь обжимки проходит стержень шатуна), блок осаживается до прилегания к картеру, на который уложена уплотняющая прокладка, устанавливается на штифты и затягивается крепежными винтами.
Дальнейшая сборка и установка собранного узла на мотор, а также сборка мотора не представляют трудностей и осуществляются в порядке, обратном разборке, согласно инструкции.
Инструкция мотора ветерок 8
в Тесты 0 18,680 Просмотров
Подвесной лодочный мотор Ветерок-8М был куплен в далеком 1994 году новым спустя пару месяцев с даты выпуска с завода. Эксплуатировать его предполагалось на самодельной моторной лодке длиной 3,4 метра и в паре с мотором “Москва-М”, но жизнь внесла свои коррективы и зачастую новый Ветерок работа “в одного”. Так же для сравнения эксплуатационных качеств “нового с хорошо забытым старым” у соседа по стоянке имелся старенький “Ветерок-8” 1969 года выпуска, это к вопросу качества моторной техники, производимой в СССР.
Разборка и сборка двигателя “Ветерков”
в попрос современного мотора не только в том, что он отработает 5000 моточасов, а втом, что зи те самые 50 годовых моточасов, – он будет работать, а не “ломаться” каждый час. причем, если ломатеся мотоблок на огороде, – то и фиг с ним а вот если мотор за 200 км от гаража с интрументом и запчастями, – то это другой расклад
Ну у человека есть уже ветерок, почему бы с ним не поковыряться? А если уж будет досаждать поломками – тогда и думать. Кстати, инструментом, прилагаемым к мотору (отвертка, ключ на 10, ключ на 17, свечной ключ, сьемник маховика и выколотка) + молоток и пассатижи – можно разобрать и собрать ВЕСЬ мотор. Реально слабый узел – зажигание. Лечится заменой элементной базы на импортную. Ну и лепесток клапана можно с собой возить и пару свечек, ну дак это с любым мотором.
Ребяты, я не понимаю по жизни как это ломается мотор каждые пол часа?Ну не могу понять. Вот мотор, собран на заводе, кривыми руками ,заводится- едет, дальше кто то может продолжить ?
Может.
1. Сказочник.
2.Тупорылодолбоёбоуебанокриворукий.
Я имел Ветерка и не одного. Очень приличный мотор, да ,если собран из качественных(просто ровных) частей то чтоб убить его надо залить бензин без масла и он умрёт и то не сразу, его надо планомерно убивать. даже когда он заклинит в первый раз. и когда остынет то заведётся во второй и опять будет работать но без масла опять перегреется и заклинит, и опять заведётся, и опять уже с полуразрушенными подшипниками коленвала будет работать долгое время и . потом, умрёт,как герой Навсегда.
Я пытался сверлить коленвал Ветерка когда балансировал его, и сверло даже не поцарапало его, пришлось стачивать со щёк болгаркой .Зажигание неубиваемое .никто не может до сих пор переплюнуть “схему номер 3″и только качество отечественных радиоэлементов обосрало репутацию Ветерка, при замене элементов на импортные тиристоры и диоды проблема пропадает.
Я не патриот, я Его Величество -потребитель, и предпочёл Мерк Ветерку но о Ветре только не плохие воспоминания. Тов. Фильшбейн который скопировал его непомню сейчас с какого импортного мотора мошнстью 7.5л.с. слегка поменяв дизайн совсем не знал что вся его идея будет грязно опошлена руками “отечественного” производителя. Бедный Ветерок, он не достоин такой участи.
Хорошее определение.
Лет 15 в семье был Минск. Раз похоже забыл залить масло, застучал. Разобрал -бронзовой втулки в шатуне под палец нет вообще, палец в трещинах, цилинд малость поцарапан стопорным кольцом. Запресовал новую втулку, ,,развернул,, за неимением развертки круглым напильником, поставил новый палец и отьездил еще несколько лет. Это про уровень ремонтопригодности техники тех лет.
Тов. Фильшбейн который скопировал его непомню сейчас с какого импортного мотора мошнстью 7.5л.с. слегка поменяв дизайн совсем не знал что вся его идея будет грязно опошлена руками “отечественного” производителя. Бедный Ветерок, он не достоин такой участи.
Не с той стороны ветер разобрать невозможно, надо крутануть да и посмотреть. Если есть искра и компрессия, то продуть карб, очень удобно аэрозольным очистителем карбюратора с трубочкой. Просто выкрутить два винта регулировки и жиклер, ну и крышку поплавковой камеры снять. Попшикать от души (осторожно, избегать попадания на кожу), через пять минут еще попшикать и все собрать. Два момента
1. проверить, держит ли игла поплавка (дунуть ртом)
2. Главный регулировочный винт закрутить от руки, затем ключом контрагайку. Иначе резинка раздавится.
Промыть бак от ржавчины бензинчиком и можно пробовать заводить, только на обкаточной смеси. Можно пшикнуть 5 кубов смеси в диффузор карба, скорее заведется. Если чего не получится – пишите
Если ветер 67 года, то первым делом выкинуть катухи – даже если какое-то подобие искры есть. Лично мое мнение – 80-90 % негатива и отказов совкомоторов – дерьмовое зажигание. Я бы сразу поставил выносные ТЛМ. Причеём электронику можно и не делать – просто вывести с контаков на первичку ТЛМ-ок и будет убойная искра
Зачем же так категорично.
Если есть возможность пропитать катушки в вакуумной печи-будут они служить верой и правдой. У выносных(ТЛМ)масса своих “тараканов”.
А вот конденсаторы, это да.Мало того, даже новенькие. Мало кто их проверяет при вольтаже большем хотя бы 12В. Разумнее устанавливать радиотехнические(МБМ, МБГЧ и пр. ).Одно время на Москву шли капроновые контейнеры для конденсаторов МБМ. Было с десяток подобных-разошлись на Нептуны и Вихри жаждущим.
Да,и от колпачков свечных с помехогасящими резисторами желательно отказаться.
Если у катушки межвитковое или обрыв – то пропитка мало поможет (это всё равно что плавать на бомбе – фиг знает когда откажет). Всё это делалось в совковое время от жуткого дефицита. Выносные катухи типа 2102 (Ветерок с ЭСЗ) – полное г..но. Ставить лучше именно ТЛМ. У выносных есть большой плюс – замена занимает ровно минуту. А с собой их возить всегда надо – что поделаешь, совок-с
Межвитковый, межобмоточный пробой возникает по факту работы. Если пропитку сделать до. И будет фактически ТЛМ, только под маховиком.
С ТЛМ проблем хватает -чего стоит ржавая игла и флюс, который забыли промыть после пайки. Аналогично с Москвой, чего стоили щечки из прессшпана. Пропитывал и проблем не было с зажиганием(плюс в “лес” красивые “латунЕвые” конденсаторы).А критерий выбора- механика или ЭСЗ для старых двигателей-состояние магнитов маховика.
Лодочные моторы Ветерок
На базе этих силовых агрегатов сейчас изготавливаются модели «Волгарь», которые имеют усовершенствованную конструкцию. Есть информация о том, что серийное производство знаменитых «Ветерков» будет возобновлено.

О компании
Агрегаты создавались компанией «Волжские моторы», расположенной в Ульяновске. Она появилась в 1941 году, когда в город были эвакуированы цеха автомобильного завода из Москвы. Изначально на заводе собирались различные автомобили. В пятидесятых годах двадцатого столетия инженеры компании спроектировали модель двигателей с воздушным и водяным охлаждением, которые стали массово выпускаться в 1959 году. Они предназначались для использования на моторных лодках, в бензиновых генераторах, насосах.
Первые лодочные силовые агрегаты завода назывались «Стрела». Модели «Ветерок» пришли им на смену. С 1968 года основным направлением деятельности предприятия является сборка автомобильных двигателей для УАЗов и Газелей. Его производственные мощности расширились и пополнились новым высокотехнологичным оборудованием. Однако создание лодочных двигателей оказалось невыгодным, так как на российский рынок пришли зарубежные аналоги, которым покупатели отдавали предпочтение. Завод приостановил их выпуск. На данный момент компания намерена создать обширную дилерскую сеть для продажи, сервисного обслуживания, ремонта своих моторов для лодок и снова заняться сборкой модифицированных «Ветерков».

Модельный ряд
В линейке представлены три больших серии двигателей с мощностью 8 л. с., 9,9 л. с., 12 л. с. Оборудование не требует регистрации, подходит для установки на одноместные, двухместные, трехместные легкие лодки. Небольшими партиями вышли силовые агрегаты «Ветерок 15». Они обладают повышенной производительностью, гребными винтами с уникальной конструкцией без винтовой ступицы и реверс-редуктора. Все модели управляются с помощью румпеля.

Применение моторов
Лодочные моторы «Ветерок» предназначены для монтажа на маломерные суда водоизмещающего, глиссирующего типа с высотой транца до 38 сантиметров. Лодки могут использоваться в туристических, спортивных, хозяйственных целях. Двигатели подходят для применения в качестве запасного оборудования для мощных катеров и яхт, выдерживают эксплуатацию в морской воде. Они имеют хорошие тяговые характеристики и подходят для буксировки довольно больших судов.
Конструкция лодочных двигателей «Ветерок»
Конструкция «Ветерков» предусматривает вертикальное расположение всех узлов. В нее входят:
• Два цилиндра с гильзами из чугуна и дефлекторами для продувки, оснащенными лепестковыми клапанами.
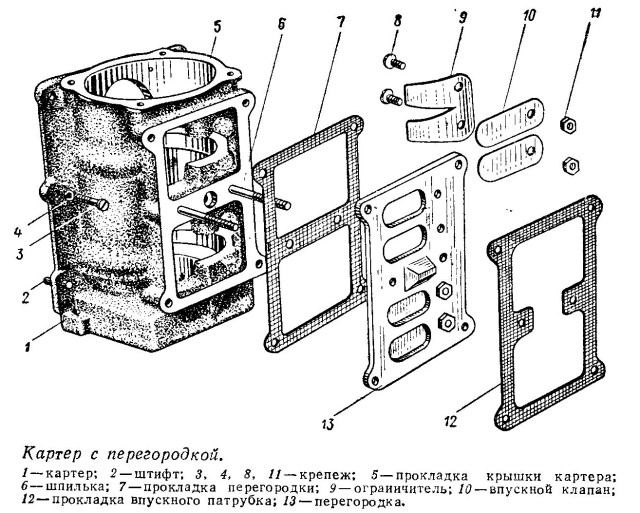
• Картер, обладающий продувочными каналами, крышкой и перегородкой в передней части.
• Магнето с поворотным основанием, позволяющим менять угол опережения зажигания.
• Редуктор с подшипниками качения.
• Игольчатый подшипник, играющий роль средней опоры.
• Сцепление с муфтой кулачкового типа.
• Отдельный бак для топлива.
• Трехлопастной гребной винт.
• Пластинчатые клапаны для впуска топлива.
• Стальной коленчатый вал.
• Шатун с бронзовой втулкой.

Технические характеристики
Лодочные моторы «Ветерок» обладают таким диапазоном параметров:
• Рабочий объем – от 173 до 248 кубических сантиметров.
• Степень сжатия – от 6 до 7 единиц.
• Расход топлива в час – от 2,7 до 3,3 литра.
• Емкость топливного бака – от 12 литров до 20 литров.
• Максимальное количество оборотов – 5000 в минуту.
• Вес – от 20 килограмм до 27 килограмм.
Покупка и обслуживание
Новые модели двигателей «Ветерок» в продаже отсутствуют. Купить можно только подержанный мотор у его бывшего владельца. Чтобы не было больших проблем в дальнейшей эксплуатации надо знать особенности ремонта, который можно проводить самостоятельно.
Модели часто требуют регулировки карбюратора, которая проводится с помощью специальной иглы, находящейся на нем. При закручивании этой иглы топливная смесь обедняется, подача горючего снижается. Если ее открутить, смесь обогатится. Такие манипуляции нужны, когда работа мотора становится неустойчивость или наблюдается большой расход топлива. Дозирующую иглу сначала закручивают до отказа, затем откручивают на три оборота, запускают двигатель на холостом ходу на 15 минут, потом переводят на минимальную частоту оборотов. После этого иглу поворачивают так, чтобы оборудование переключилось на полный газ. Когда частота оборотов снизится иглу закручивают.
Владельцы моторов «Ветерок» утверждают, что это оборудование нуждается в регулировке системы зажигания, которая осуществляется румпелем. Его рукоять поворачивают до отказа так, чтобы установить режим полного газа. Через отверстие в свечи проверяют ход поршня до верхней точки. Если он больше или меньше нужной величины, необходимо изменить угол опережения зажигания.
Чтобы силовой агрегат прослужил долго, не рекомендуется сразу после покупки его полностью нагружать. Сначала оборудование должно пройти обкатку на пониженных оборотах в течение 10 часов. Потом двигатель нужно осмотреть, зачистить свечи, затянуть все болты, гайки, слить с редуктора старое масло, промыть его бензином и залить новое масло. Мотор нельзя запускать, если в системе охлаждения нет воды! Хранить агрегат нужно в сухом помещении, предварительно слив топливо и охлаждающую жидкость.
Преимущества и недостатки
У моторов Ветерок много достоинств. К основным их преимуществам относятся:
• Способность работать с низкооктановым бензином и недорогим маслом.
• Экономный расход топлива.
• Высокая обтекаемость подводной части.
• Легкий и быстрый запуск.
• Высокие скоростные способности (лодка может разогнаться до скорости 45 километров в час).
Из недостатков оборудования можно отметить:
• Дефлекторную продувку, не позволяющую провести форсирование мотора.
• Отсутствие в системе охлаждения термостата.
• Невозможность замены гребного винта.
• Довольно сложный процесс разборки из-за множества стыков, уплотненных прокладками.
Минусом является и тот факт, что сейчас трудно найти сервисный центр, предлагающий услуги по ремонту моторов «Ветерок». Но при необходимости замену деталей и регулировку можно провести в домашних условиях. Важно соблюдать правила эксплуатации оборудования, не допускать его перегрузки, своевременно смазывать, периодически проводить техосмотр и не перегревать. И тогда оборудование будет радовать хорошей работой на протяжении многих лет.
Разборка и сборка двигателя “Ветерков”

Величину износа цилиндра определяют следующим образом. Новое поршневое кольцо вставляют в цилиндр (рис. 1) на глубину примерно 25 мм и выравнивают торцом юбки поршня. После этого измеряют щупами зазор в стыке кольца. Увеличение длины окружности (или зазора в стыке кольца) на 0,314 мм соответствует увеличению диаметра цилиндра на 0,1 мм. Конусность цилиндра можно приближенно определить, помещая кольцо сперва внизу, а затем вверху цилиндра. Разность между большим и меньшим значениями зазора, разделенная на 3,14, и будет величиной износа. Более точно степень износа можно определить индикатором.
ПОРШЕНЬ. Если на поршне нет аварийного износа, профилактика при переборке сводится к удалению нагара с его днища и стенок, а также из канавок под компрессионные кольца. Поршень не должен иметь сколов, а его головка – вмятин от твердых частиц. Если вы обнаружили такие вмятины, значит в двигателе разрушилась какая-то деталь. Ее осколки необходимо удалить, а неисправную деталь заменить новой.
Наиболее часто вмятины образуются при разрушении поршневых колец, пластинчатых клапанов или заклинивании нижней головки шатуна и выпадении роликов. В таких случаях поршень с поврежденной поверхностью головки следует заменить новым.

Отверстия в бобышках поршня для пальца должны быть чистыми. Образовавшийся нагар свидетельствует о том, что палец сидит в бобышках слишком свободно. Если значительная часть боковой поверхности поршня покрыта нагаром, это означает, что диаметр поршня уменьшился и его надо заменить. Образовавшееся здесь большое количество нагара может явиться и результатом износа или закоксовывания поршневых колец в канавках. Нагар со стенок и головки поршня удобно счищать деревянным или пластмассовым скребком, из канавок – заточенным обломком старого поршневого кольца (рис. 2).
После очистки головку поршня рекомендуется отполировать. Продлить срок службы изношенного поршня, установив новые кольца, можно лишь на короткое время, так как в этом случае кольца изнашиваются очень быстро.
Причиной заклинивания поршня в цилиндре может послужить несоблюдение режима обкатки, недостаточное количество масла в топливной смеси и неисправности в системе охлаждения.
Для ремонта поршень снимают с шатуна и закрепляют в тисках, затем между мягкими накладками губок тисков зажимают выдвинутый из поршня поршневой палец или деревянную оправку, приспособленную для установки поршня. Юбку поршня нельзя закреплять в тисках, это приводит к повреждению поверхности и формы поршне. При значительном наволакивании на поверхности металл следует устранить мелкой наждачной шкуркой. Из канавок необходимо удалить сломанные части колец. Форму канавок можно восстановить надфилем с острым концом. Риски, потертости и другие повреждения можно устранить при помощи притирочной пасты, а последствия легкого заедания поршня в цилиндре – шлифовкой поврежденного места сначала мелкой наждачной шкуркой, затем полировкой смесью притирочной пасты с небольшим количеством, масла. После обработки поршеня блок цилиндров необходимо тщательно промыть.
ПОРШНЕВЫЕ КОЛЬЦА. Они изготовляются из специального чугуна и имеют прямоугольное сечение. Если на рабочей поверхности поршневых колец нет глубоких поперечных рисок, их еще можно использовать, предварительно очистив внутреннюю и верхнюю, поверхности от нагара. Может оказаться, что канавка в поршне так забита нагаром, что кольцо не может прокручиваться. Признаком этой неполадки служит постепенное уменьшение мощности двигателя. В данном случае перед снятием кольца поршень необходимо погрузить в керосин или ацетон для размягчения нагара.

Поршневое кольцо можно снять при помощи пяти тонких металлических пластинок (рис. 3). Для этого его вдвигают в канавку, а с другой стороны поршня, в образовавшуюся щель, вставляют пластинку. Две пластинки просовывают под кольцо в месте разреза, остальные – равномерна распределяют по диаметру. Затем кольцо выводят из канавок, поднимают вверх и снимают с поршня.
Срок службы поршневых колец моторов “Ветерок” составляет приблизительно 10000-15 000 км пробега. Признаками их износа являются потемнение отдельных участков рабочей поверхности от прорыва газов и значительное уменьшение упругости. Для проверки степени износа кольца вставляют в цилиндр двигателя и измеряют зазор в замке при помощи набора щупов или пластинок, Величину зазора определяют штангенциркулем (см. рис. 1). Величина зазора пригодного к использованию кольца не должна превышать 2,5-3,0 мм. Упругость кольца за неимением специального прибора проверяют на ощупь или сравнивают с упругостью нового кольца.
Перед установкой размеры нового кольца подгоняют по месту, проверяют величину зазора в замке, соответствие высоты кольца ширине канавки, толщины кольца – глубине канавки и прилегание кольца к рабочей поверхности цилиндра.
Зазор в замке измеряют у кольца, вставленного в цилиндр указанным выше способом. Вместо щупа можно использовать лезвия безопасной бритвы толщиной 0,1 мм. Величины зазоров в стыке поршневых колец и в канавке поршня приведены в табл. 1.
Чтобы проверить соответствие высоты кольца ширине канавки в поршне, кольцо вставляют наружной стороной в канавку и прокатывают по ней. Кольцо должно плотно входить в канавку, но перемещаться без “заедания”. Правильно подогнанное кольцо, надетое на поршень, устанавливается в канавку под воздействием собственного веса. При очень тугой посадке кольцо будет недостаточно подвижно, пригорит и не сможет уплотнять поршень в цилиндре. При работе двигателя большие зазоры между боковыми стенками канавки и кольцом вызывают перемещение кольца в канавке вдоль оси поршня, что способствует быстрому износу боковых стенок канавки и торцов кольца.

Чтобы проверить соответствие толщины кольца глубине канавки, кольцо наружной стороной вставляют в канавку поршня, а к поршню параллельно его продольной оси прикладывают ребром линейку. Зазор между линейкой и кольцом должен составлять около 0,5 мм (рис. 4). Если кольцо будет выступать над образующей поршня на большую величину, то при тепловом расширении поршня и образовании под кольцом нагара оно выжмется из канавки и наружной поверхностью упрется в цилиндр. Это приведет к заклиниванию поршня в цилиндре.
Чтобы проверить плотность прилегания кольца к рабочей поверхности цилиндра, кольцо вставляют в цилиндр и проверяют наличие просвета между кольцом и зеркалом цилиндра. Если просвет значительный (больше, чем в двух местах на дугах до 30-40°), кольцо ставить не рекомендуется.
Устанавливая на поршень каждое кольцо поочередно, его вводят в цилиндр. Если поршень с каким-либо кольцом не входит в цилиндр (несмотря на то, что зазор в замке правильный и кольцо надлежащим образом утоплено в канавке), стопор в канавке поршня или замковую выемку в кольце нужно немного спилить надфилем.
Для установки кольца в канавку необходимо пользоваться пластинками из жести. При сборке поршня с уже использовавшимися кольцами последние следует устанавливать в те канавки, в которых они работали.

Поршень моторов “Ветерок”, в отличие от поршней большинства лодочных и мотоциклетных двигателей, имеет не индивидуальные стопоры, а один общий для – трех поршневых колец. Чтобы обеспечить уплотнение цилиндра, поршневые кольца нужно устанавливать, как показано на рис. 5.
Кольца можно изготовить самостоятельно, пользуясь рекомендациями, приведенными в “КЯ” № 87 на стр. 75. Чертеж кольца представлен на рис. 6.
ПОРШНЕВОЙ ПАЛЕЦ. Износ в соединениях поршневой палец – втулка верхней головки шатуна и поршневой палец – бобышки поршня характеризуется посторонними стуками работающего двигателя. Общая степень износа в соединении поршень с пальцем – верхняя головка шатуна оценивается на ощупь. Осевое перемещение поршня с пальцем во втулке шатуна – явление нормальное.
Боковое покачивание поршня с пальцем во втулке шатуна допустимо, оно указывает на незначительный износ трущихся поверхностей сочленения.
Радиальное перемещение поршня у “Ветерков” происходит как вследствие износа втулки верхней головки шатуна и пальца, так и увеличения отверстия в бобышках поршня.
Повышенный радиальный люфт, вызывающий при работе стук, может послужить причиной поломки поршня, заклинивания нижней головки шатуна. Изношенные поршневые пальцы можно восстановить хромированием с последующим шлифованием и притиркой. Пальцы моторов “Ветерок” изготовляются из легированной стали 15Х; их наружная поверхность цементируется на глубину 0,4-0,8 мм и закаливается до твердости НКС 56-65. Размеры пальцев приведены на рис. 7.
ШАТУН. У него могут быть следующие дефекты: трещины, искривления, износ рабочих поверхностей бронзовой втулки верхней и нижней головок. Имеющий трещины шатун не только не пригоден для дальнейшего использования, но и не подлежит ремонту. Причиной его искривления может явиться неосторожная разборка или сборка, когда поршневой палец или втулку верхней головки шатуна меняют, используя молоток.
Изношенную втулку верхней головки следует выпрессовать и заменить новой при помощи оправки и вспомогательной втулки (в тисках или показанным на рис. 8 способом).
Втулку изготовляют из оловянистой бронзы ОС 10-10 (рис. 9). После запрессовки отверстие втулки развертывают калиброванной разверткой до диаметра поршневого пальца. Обработку можно считать законченной, если смазанный маслом поршневой палец плавно входит в отверстие под давлением большого пальца руки.
Коленчатый вал и сопряженные с ним детали при длительной работе двигателя изнашиваются: уменьшается диаметр роликов подшипника и шатунных шеек вала, увеличивается диаметр отверстия нижней головки шатуна. При общем износе в нижней головке шатуна работающего двигателя появляется стук. Если в результате увеличения зазоров продольное перемещение шатуна достигает 0,2-0,3 мм, нужно проверить размеры диаметров шатунной шейки, нижней головки шатуна, роликов.
Состояние игольчатого подшипника нижней головки шатуна можно периодически проверять, не снимая шатун с коленчатого вала. Для этого, сняв впускной патрубок и клапанную перегородку, через отверстие в картере и смазочное отверстие в крышке шатуна нужно осмотреть ролики, перемещая их при помощи куска тонкой стальной проволоки или шила. Если поверхность роликов светлая и перемещаются они легко, без заедания, подшипник исправен. Потемнение поверхности роликов может быть следствием их перегрева. Ролики, на поверхности которых появились углубления, не пригодны для дальнейшего использования.
Игольчатые ролики выполняются из стали ШХ15 с большой точностью по диаметру. При сборке коленвала они подбираются таким образом, чтобы разность их диаметров в одной группе не превышала 5 мк. Подшипник будет долговечнее, если диаметры роликов различаются между собой не более чем на 3 мк. Срок службы подшипника нижней головки шатуна (особенно это касается “Ве-терка-12”) можно продлить, если установить два ряда роликов 2,5 X X 6,2 с полукруглым и острым концами.

Причиной выхода из строя нижней головки шатуна (заклинивания) нередко является перегрев узла при перекосе роликов. Вследствие этого возникает трение скольжения, шатуны прижимаются к щекам коленвала со значительным усилием. Испытания двухрядного игольчатого подшипника на моторах “Ветерок” в спортивном исполнении, работавших при частоте вращения коленвала до 6500 об/мин, а также на режимах разноса, подтвердили лучшую работоспособность узла. Укороченный ролик, который, к сожалению, не выпускается промышленностью, можно изготовить самостоятельно из штатного игольчатого ролика 2,5х12,6 (рис. 10).
Чтобы в смазочное отверстие в шатуне не провалился короткий ролик, отверстие рекомендуется закрывать заклепкой, а внутреннюю поверхность тщательно зачистить. Ролики устанавливаются полукруглыми концами друг к другу.
При осмотре коленвала нужно обратить внимание на состояние поверхностей шатунных и коренных шеек, шлица в нижней части коленвала, конуса под маховик. Если на поверхности беговой дорожки под ролики шатунных и средней коренной шеек (а также и нижней головки шатуна) имеются мелкие следы вы-крашивания в виде “оспы”, износ будет прогрессировать и приведет к заклиниванию подшипника. Такие детали следует заменить.
КАРТЕР. При его осмотре прежде всего следует обратить внимание на состояние сальников коленвала. Затвердевшие и потрескавшиеся сальники подлежат замене. Необходимо также проверить состояние клапана перекачки конденсата. Корпус вышедшего из строя клапана можно извлечь из гнезда при помощи бородка.
К наиболее распространенным дефектам картера, возникающим при эксплуатации мотора, относятся трещины и обломы, срыв и износ резьбы, износ гнезд под шарикоподшипники. При замене картера следует помнить, что он обрабатывается совместно с блоком цилиндров; в случае выхода из строя одной из этих деталей требуется заменить и другую.
Клапанная перегородка картера-один из наиболее ответственных узлов мотора. Признаком ее неисправности является обратный выброс смеси из карбюратора. Возможны следующие неисправности: поломка пластинчатого клапана, неправильная установка (клапан не перекрывает полностью отверстие), выкрашивания на перегородке. При обнаружении трещин, выкрашивании и коррозии пластинчатые клапаны следует заменить. Необходимо помнить, что мелкие сколы и выкрашивания поверхности перегородки вокруг отверстий вызывают разрушение клапанных пластин. Удалить углубления следует притиркой, при большой их глубине необходимо заменить перегородку.


СБОРКА ШАТУНА С ПОРШНЕМ. Перед сборкой поршень нагрейте до 100-120 °С. При помощи ложного пальца-оправки (рис. 11)- зафиксируйте шатун в поршне. Поршневой палец наденьте на оправку (рис. 12) и, установив его на выступе ложного пальца, быстро втолкните на место. Глубину запрессовки контролируйте по проточке на оправке.
УСТАНОВКА ШАТУНОВ НА КОЛЕНЧАТЫЙ ВАЛ. При сборке этого узла обратите внимание на чистоту рабочего места и консистентной смазки, наносимой на беговую дорожку для установки иголок. Это необходимо, чтобы предовратить попадание твердых частиц в разъем крышки.
Так как разъем нижней головки осуществляется ломкой, крышка шатуна при сборке фиксируется зернистой поверхностью излома. По этой причине линия разъема после сборки должна быть практически незаметной. Наличие уступов свидетельствует или о неверной сборке, или о непригодности шатуна (рис. 13).



При установке шатуна сначала заверните его болты рукой. Убедившись в том, что крышка не смещается относительно шатуна, затяните болты окончательно, используя динамометрический ключ. Момент затяжки должен быть равен 1,3.
СБОРКА КЛАПАННОЙ ПЕРЕГОРОДКИ. Не устанавливайте деформированные клапаны и не подгибайте их для плотного прилегания. Зазор между поверхностью перегородки и концом клапана не должен превышать 0,5 мм.
Подтяните винты крепления так, чтобы клапаны могли перемещаться с небольшим усилием. Установите клапаны симметрично впускным отверстиям, как показано на рис. 14. Затяните винты крепления до отказа. гайки крепления ограничителей слегка закерните в двух-трех местах
СБОРКА МОТОРНОЙ ГОЛОВКИ. При надевании цилиндра на поршень применяют приспособление-хомутик для сжатия колец (рис. 15). В походных условиях кольца можно обжать в равномерно удаленных от стыка точках при помощи ремня или шнура. В цилиндр последовательно заправляют сперва верхнее, а затем следующие за ним кольца. При этом кольцо сжимают так, чтобы его замок сомкнулся; одновременно слегка надавливают на цилиндр. Эта операция облегчается благодаря наличию на нижней части зеркала цилиндра конической фаски. Чтобы не завернуть сальники при установке в картер, в них рекомендуется установить спаянную из фольги направляющую оправку. При толщине фольги 0,3 мм оправка должна иметь длину 40 мм, входной наружный диаметр-16 мм, диаметр надеваемого на вал конца – 20 мм.
Основные размеры деталей кривошипно-шатунного механизма моторов “Ветерок” и величины зазоров-натягов в их соединениях приведены в табл. 2.
Ваши предложения и замечания ждем по адресу
e-mail:webmaster@fishing.kiev.ua
Нижняя крышка картера – проточка для замены сальников
В нижней части картера расположены два сальника, одеваемые на нижний хвостовик коленвала. Их цель – препятствовать выпуску сжимаемой в картере топливной смеси наружу. От выпадения в дейдвуд они закрыты крышкой-перегородкой. Из-за этого возможность замены сальников без разбора картера (выпрессовки коленвала) исключена.
Доработка: срезание нижней перегородки картера и установка третьего сальника.
Ну и в двигателе на нижнем одну со стороны сальников бы оставил, на верхнем бы обе удалил. Выскажитесь, плиз, по этому вопросу.
Результат: появляется возможность провести ревизию или замену сальников без выпрессовки коленвала.

Вариант доработки блока при наличии токарного станка. Сальники, фторопластовая шайба (как защита сальников от воздействия выхлопа), пружинное стопорное кольцо. Шайба не запресована, а просто вставлена там зазоры по наруже и отверстию 0,1-0,2 мм. Так что, уберешь стопор сама выпадет, а нет то тем же саморезом выдернуть.

Итак, есть промежуточный результат, поэтому можно написать. Собрал двигатель учитывая рекомендации уже озвученных и не озвученных товарищей. Перед посадкой КВ убрал на нижней крышке простенок под сальниками. Сделал канавку под стопорное кольцо.

Канавку делал бор-машинкой


Так после запрессовки сальников
Автор: Сашок 3 3
Обязательно сделать шайбу на хвостовик КВ, самое простое из люминьки от пены для бритья отрезать, приложить к хвостовику, под углом 45 градусов обстучать по кругу(хвостовик=торец как зубило люминьку вырежет отверстие с выгибом наружу), далее ножницы и два винтика м2,5-3. Между шайбой и сальником полость полностью заполнить литолом=циатимом, сальники дольше проживут.
Нижняя часть картера дорабатываеться ставиться или защитное кольцо или третий сальник без пружинки воротником наружу и клеиться к среднему, над ним верхние два сальника пружинками в сторону коленвала.
Автор: Толяныч
олег 1974 писал:
> Всем привет! Сальники гребного вала (16/35) и сальники не смог найти в импортных аналогах
Сальник по импортным аналогам – подходит от топливного насоса “фирмы Хитачи ” обьем мотора -2 и 2,5 литра – это ” Тойота , Мацда и .т.д.. Самолично менял Покупал в лабазе сальников для иномарок – цена 102 руб за штуку. Его размер 31Х20Х7 В “Ветре стоят второй год. Правда нижняя опора расточена под установку сальников снаружи, так наружный, который без пружинки, как манжета – наш, а импортные – 2 шт. На дизеле работает уже третий год – полет нормальный.
Если есть доступ к токарному станку, тогда можно выточить из трубы стакан D31 со стенкой 0.5, запрессовать его и использовать сальники на 30 мм. И ничего разбирать не надо. У меня второй год замененный таким образом ходит.

Изготовить такую шайбу, запрессовать новые сальники. Шайбу крепим винтами м3 в потай. Хватит двух штук под 180 гр. Вернусь к шайбе – ее после крепления размечаем и дополнительно обрабатываем под трубку воды и по контуру прокладки.
Автор: derbyshki (—.tnpko.ru)
Дата: 09-12-10 04:33
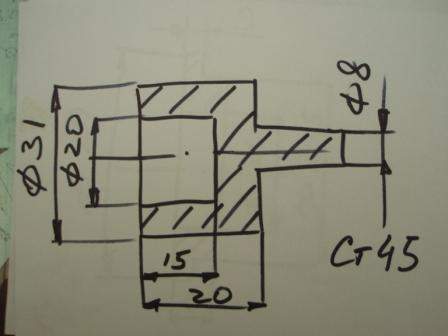
Весна далеко, а пока хочу поделиться небольшим опытом.В частности извлечения нижних сальников коленвала “ветерка”. Правда для этого нужен токарь либо токарный станок. Последний для меня не проблема и на нем изготовил из стали ст45 вот эту фрезу


Так после простой заточки.
Нажовкой делаешь восемь пропилов глубиной пять миллиметров, трехгранным напильником заваливаешь сектор, я просто болгаркой на глаз зуб нарезал.



ant107- все гораздо проще, остро отточенная отвертка в качестве зубильца и нормально-правильно заточенный сапожный нож, далее без фанатизма за полчаса с перекуром две перегородки удаляються-состругиваються без напряга(причем нижняя шейка КВ не царапается, получается гораздо аккуратнее, вместо шайбы-защитной ставиться третий сцальник(один из выковырянных, или новый торцом приклеенный к среднему, без пружинки).
Просто остро заточенным сапожным люминь строгается легко(главное и контрольное правильно-остро заточенный). Сначало остро заточенной отверткой срубываеться внутрянка, но так, чтобы металл не деформировался далее от срезаемого, а далее ножичком по кругу (только не надо много захватывать, а по чуть-чуть и по кругу). Короче легко с 1-2 перекурами
Канал перекачки конденсата
Автор: олег 1974
Всем привет! Вопрос к знатокам. Я разбирал несколько Ветерков и не в одном не видел в канале перекачки конденсата от нижней опоры к верхней даже малейших следов масла. Этот канал имеет очень большой объем и мне кажется из-за этого система не работоспособна. Большая часть моторов вообще не имеют такой системы и тем не менее прекрасно работают. Вот я и думаю, что если вообще заглушить эту систему. Смазки для верхнего игольчатого подшипника я думаю должно хватать и так. Кто что думает по этому поводу?
Автор: олег 1974
Pavel0805 в какой-то теме писал о переделке. Суть – тонкая трубочка, а остальной объем заливается эпоксидкой или холодной сваркой. С этим все понятно, но остаются два момента: клапан стоит вертикально и мне кажется, что его нужно подпружинить по принципу клапана бензонасоса в автомобиле. Второе: прокладку надо будет делать новую (без выреза под канал) иначе смысл переделки теряется, будет сифонить через выемку в прокладке. Есть еще идея сделать трубку вообще снаружи картера, но как тогда пристроить туда клапан? Помню в теме про Волгарь Бешеный писал о том, как он переделал данную систему на этом моторе. Но там не было ни слова сказано о клапане.
Что? Тоже конструкция “возбуждает” на определённые действия:-)))
Тем то и ценны наши моторы, потому как ним приложить руки хочется. А несовершенность конструкции – это издержки массового производства. Прокладку действительно сделать сплошную. Всё верно. Клапанок и в этом своём положении прекрасно работает, и пружинка ему уж точно не нужна. Просто внимательно отнестись ко всей системе перекачки и к клапанку в частности. Придётся “понасиловать” продавца зч в магазе выбираючи, а лучше из старых запасов. (кстати заметишь разницу)
Главное ничё не бойся. Просто делай думаючи, и моторчик отблагодарит тебя ровным “журчанием”
Удачи.
Автор: Сашок 3 3
На счет доработки канала перекачки – все верно, но лучше не просто эпоксидкой=холодной сваркой, а залить трубку с внутренним диаметром примерно 2-3 мм. Клапан в масле лучше работает, чем на воздухе. Как по мне этот узел – клапан можно было лепестковым сделать, было бы проще и надежнее. Подобрать только материал и сечение канала к клапану, были у меня такие мысли, но в железе не воплощал. Хотя уверен, что текстолитовый лепесток будет работать на ура, только с конструктивом помудрить.
Автор: олег 1974
По поводу клапана: нашел трубку от холодильника медную диам. 3 мм попробую залить в блок. Напишите как сделан клапан на Волгаре, может чего подумаю по его принципу.
Автор: Бешенный
На волгаре ни чё нового. В принципе все как и на ветре, только выполнено снаружи. А про трубочку, эт правильно. Молодца , что сам допёр.
Автор: олег 1974
Всем привет! Хочу посоветоваться. У той трубки что я нашел внутренний диаметр 1,5 мм. Не маловато будет? Хотя под клапаном стоит дросельная шайба с отверстием диаметром не более 1 мм. Дело в том что высота канала в блоке не дает возможности применить трубку диаметром более 3 мм, а соответственно внутренний диаметр ее будет как раз около 1,5 мм. Вот меня и терзают смутные сомнения – не маловато будет сечение такого нового канала? Есть еще вариант: замазать канал холодной сваркой при этом вложив какую-нибудь вставку которую удалить после застывания холодной сварки. Таким образом новый канал организуется в холодной сварке. В этом варианте сечение канала можно сделать больше. Но второй вариант мне честно говоря не особо нравится. С трубкой вроде как-то понадежней да и технически покрасивей.
Автор: Бешенный
Отличненько. И голову не ломай.
Автор: Сашок 3 3
Вариант первый: покупаешь телескопическую антенну от приемника (или взять со старого радиоприемника), отрезаешь нужную длину. Трубка латунная с покрытием, тонкостенная и небольшого (НУЖНОГО) диаметра, причем легко деформируется и становится овальной (если надо).
Вариант второй (мне еще более нравится но нужно по месту прикинуть), берешь трубочку с капельницы (видел двух видов, потолще и потоньше, нужна что потоньше. ), нихромовую проволку тонкую, из проволки навиваешь пружинку диаметром чтобы вставилась в трубку, пружинку потом растянуть( капиллярный эффект с пружинкой однако) и инсталлировать все в родной канал.
Вариант третий, канал заглушить нах почти весь, два штуцерка снаружи блока=картера (иглы тавотницы с выдавленным шариком, засверлится и вкрутить примерно по разьему блок-картер снизу ну и сверху), трубку пустить по наружке, если прозрачная то будет виден сам процесс.
Вариант четвертый (САМЫЙ МНЕ НРАВЯЩИЙСЯ И САМЫЙ ПРОСТОЙ и даже никуда ходить=искать не надо. ). берешь пруток=спицу и т.д. нужной толщины по необходимому внутреннему диаметру трубки , далее у жены потихомУ=ЭТО ВАЖНО, А ТО БУДЕТ когда ни жена ни сковородка были не ласковы. скомуниздить фольгу для выпечки, и на сей предмет типа спица мотаешь “трубку” из алюминиевой фольги с промазкой клеем и получившуюся трубку инсталлируешь.
ДУМАЮЩИЙ СЛАВЯНИН НЕПОБЕДИМЫЙ.
Нет того, что мы не можем, есть только то, что недостаточно хотим. главное включить голову и применить напряженный мозГовой штурм.
Автор: Бешенный
Ты не боись. Все нормально будет. Воплощай
Автор: олег 1974
Всем привет! Отчитываюсь по каналу перекачки. Потихоньку разогнул ушки клапана и извлек его тарелочку. Седло клапана несколько поразило “идеальной” поверхностью. Пришлось торцом хвостовика сверла диаметром 8 мм. и притирочной пасты довести его до нормального состояния. Тарелочку чуть шлифонул на нулевочке и собрал клапан в кучу. Так вот: до этого клапан продувался в обе стороны практически с одним усилием, а после притирки клапан стал именно клапаном – в одну сторону продувается в другую плотно держит. Затем примерил медную трубочку с таким расчетом, чтобы изогнутый кусочек длинной около 10 мм. вошел в сверление картера идущее к верхней опоре ,а остальная часть расположилась в стоковом канале с минимальной длинной и нижний конец трубочки расположился над клапаном. После инсталяции трубочки все было замазано холодной сваркой, за исключением естественно самого клапана и конца трубочки над клапаном. После застывания сварки плоскость была притерта. Осталось найти тонкий паронит и сделать из него новую цельную прокладку. Как то так.
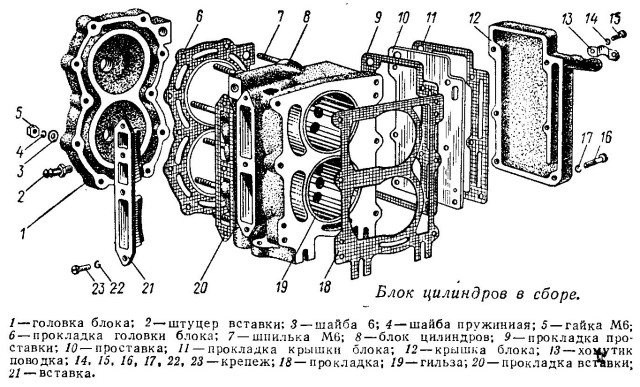
Блок цилиндров
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.



Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.
© cyberpedia.su 2017-2020 – Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!





